



(一)拆卸和安装自动变速器控制单元J217
1.拆卸
在不拆卸自动变速器总成的情况下,拆下自动变速器控制单元J217。
(1)拆下密封盖。
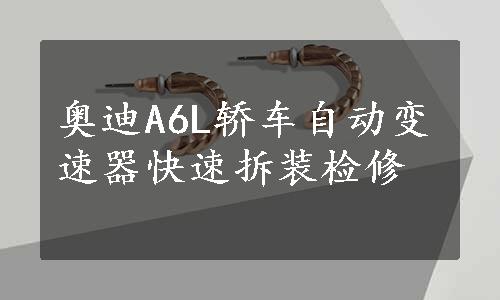
(2)旋出螺栓,如图2-2-10中箭头所示,拉出自动变速器控制单元J217。
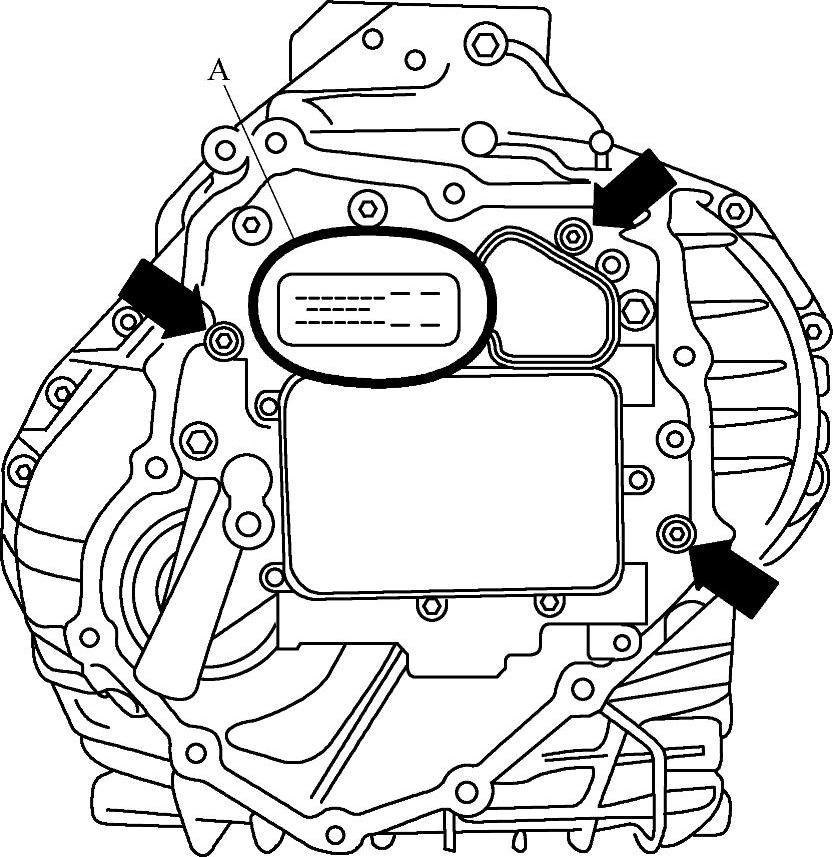
图2-2-10 旋出自动变速器J217的螺栓
(3)将双唇密封环A从自动变速器控制单元J217上取下。
经验与技巧:存放自动变速器控制单元J217时,因其上面有传感器,因此要注意不要损坏控制单元上的传感器。
2.安装
安装按与拆卸相反的顺序进行,同时注意下列事项:
(1)清洁传感器A、C和D上的污物和金属屑(见图2-2-1)。
(2)清洁换挡轴。
(3)在安装自动变速器控制单元J217之前,在液压控制单元的O形环上涂ATF。
(4)安装自动变速器控制单元J217时,注意不要歪斜。
(5)控制单元背面的插接器A、B和C必须卡止在液压控制单元上(见图2-2-2)。
(6)拧紧螺栓,安装密封盖。
安装后必须进行以下工作:
(1)新的自动变速器控制单元J217设码。
(2)新的自动变速器控制单元J217进行匹配。
(二)清洁换挡轴
1.清洁
(1)拆卸密封盖。
(2)拆下自动变速器控制单元J217。
(3)清洁换挡轴的卡槽,如图2-2-11中箭头所示。彻底清洁磁铁的接触面,使之没有金属铁屑或类似的其他脏物。注意:弹簧A和滚子B要正确固定。
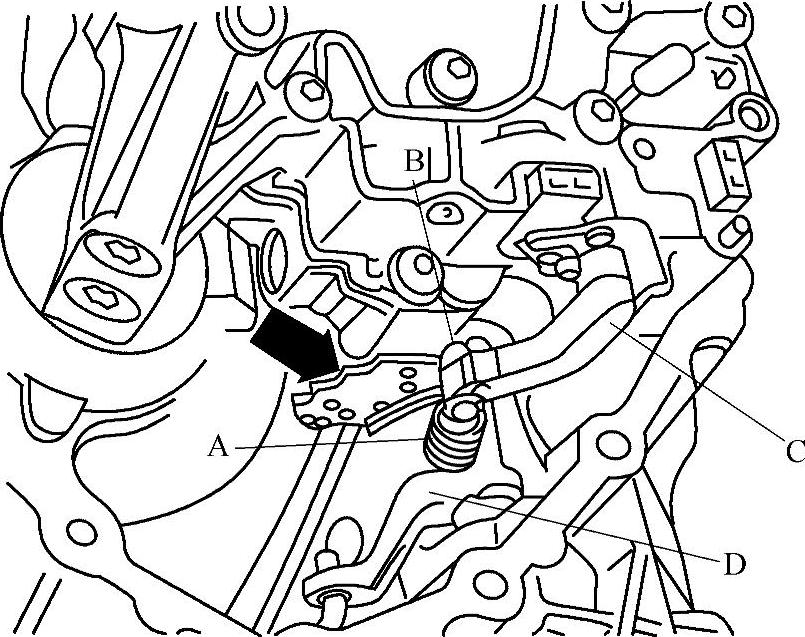
图2-2-11 清洁换挡轴的卡槽
A—弹簧 B—滚子 C—滑块 D—换挡轴
(4)必要时清除传感器A、C和D上的污物和金属屑。
2.安装
(1)安装自动变速器控制单元J217。
(2)安装密封盖。
(三)拆卸和安装液压控制单元
1.拆卸
(1)拆下密封盖。
(2)拆下自动变速器控制单元J217。
(3)将变速杆位置滑块C向下从液压控制单元的支座孔中拉出,将弹簧A从换挡轴D上摘下,如图2-2-11所示。
(4)旋出螺栓并取下液压控制单元,如图2-2-12所示。
注意:绝对不允许在液压控制单元背面以长泵轴承受液压控制单元的重量,或者在此位置上将控制单元高举,否则叶片泵内部叶片会受压,这样会使泵提前损坏。
2.安装

图2-2-12 旋出螺栓并取下液压控制单元
1—短螺栓 A—密封环 B—固定凸耳
安装按以拆卸相反的顺序进行,同时注意下列事项:
(1)如图2-2-13所示,更新轴向密封元件A(4件)和B。
图2-2-13 更新轴向密封元件和安装盖板
A—轴向密封元件 B—控制活塞 C—盖板
1—换挡凸块 2—换挡轴连杆
(2)安装轴向密封元件前涂ATF。轴向密封元件A必须小直径朝着自动变速器装入定位位置。
(3)安装盖板C,同时注意固定凸耳。盖板背面的固定凸耳必须插入自动变速器表面上的小孔内。
(4)将换挡轴连杆2向前压到底,以使换挡凸块1几乎处于垂直位置(略微向右倾斜)。
(5)在液压控制单元的背面将控制活塞B完全向内(左侧)压入,直至其卡入装配弹簧A内,如图2-2-14所示。

图2-2-14 将控制活塞B压入
(6)将液压控制单元装入自动变速器内,此时不得歪斜。注意:装上液压控制单元时,换挡凸块1应卡入控制活塞B上的空槽内(图2-2-14中箭头所示)。
(7)用手拧入螺栓(图2-2-12中箭头所示),该螺栓(箭头1)比其他两个螺栓短。
(8)检查盖板的正确位置。固定凸耳B必须放入自动变速器上的专用孔内。
3.检查控制活塞的功能
(1)在卡盘C或者换挡轴连杆上反复向左和向右移动换挡轴。此时控制活塞B必须响应向外和向内摆动,如图2-2-15中箭头所示。
若控制活塞不移动,说明换挡凸块未卡入液压控制单元背面控制活塞的凹槽(图2-2-14中箭头所示),需再次取下液压控制单元,然后重新装入。
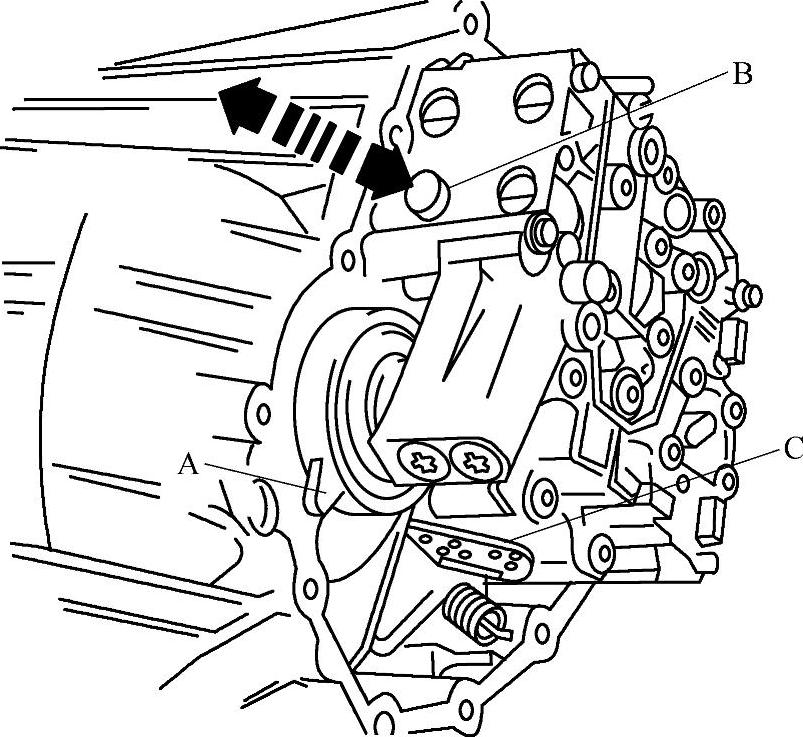
图2-2-15 检查控制活塞
(2)拧紧螺栓,如图2-2-12中箭头所示。
4.安装变速杆位置滑块
(1)将滚子B的凸肩向下安装在变速杆位置滑块C上(见图2-2-11)。
(2)把弹簧A挂入换挡轴D和变速杆位置滑块。
(3)将变速杆位置滑块推入液压控制单元壳体内的支座孔中。
(4)将换挡轴连杆2向前及向后切换到极限位置,如图2-2-13所示。
(5)卡盘(图2-2-11中箭头所示)将向前或向后移动,此时必须让滚子B卡入各凹槽内。变速杆位置滑块C此时应分步向前或向后移动。滚子凸肩必须向下装入,以使其无法向上拉出。
(6)清洁换挡轴,安装带有新O形环的自动变速器控制单元J217,安装密封盖,然后加注ATF。
(四)拆卸和安装输入轴
1.需要用到的专用工具、检测仪器以及辅助工具
常用工具为拉拔工具T40050,如图2-2-16所示。
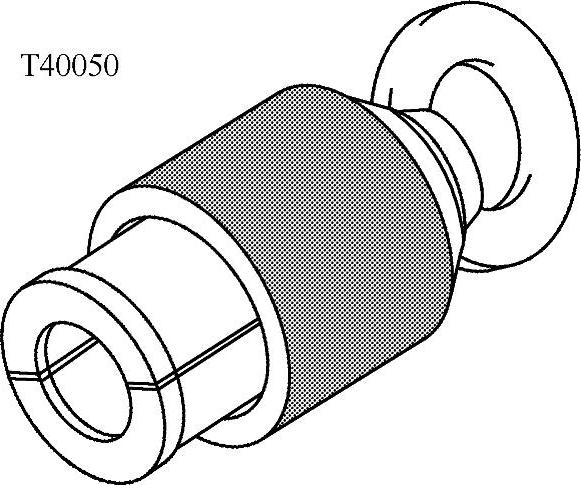
图2-2-16 拉拔工具T40050
2.拆卸
(1)彻底排放ATF。如图2-2-17中箭头所示,旋出螺栓,用塑料锤小心地敲击输入轴的法兰盖板,使输入轴的法兰盖板从密封件上脱开。
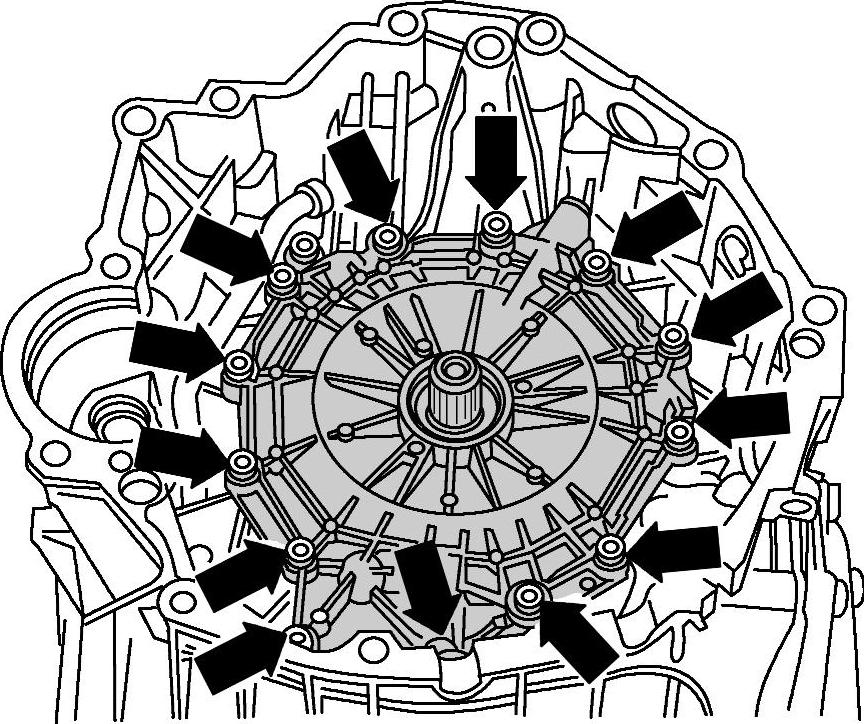
图2-2-17 旋出螺栓
(2)如图2-2-18所示,将拉拔工具T40050安装在自动变速器输入轴上,并保证其安装牢固。
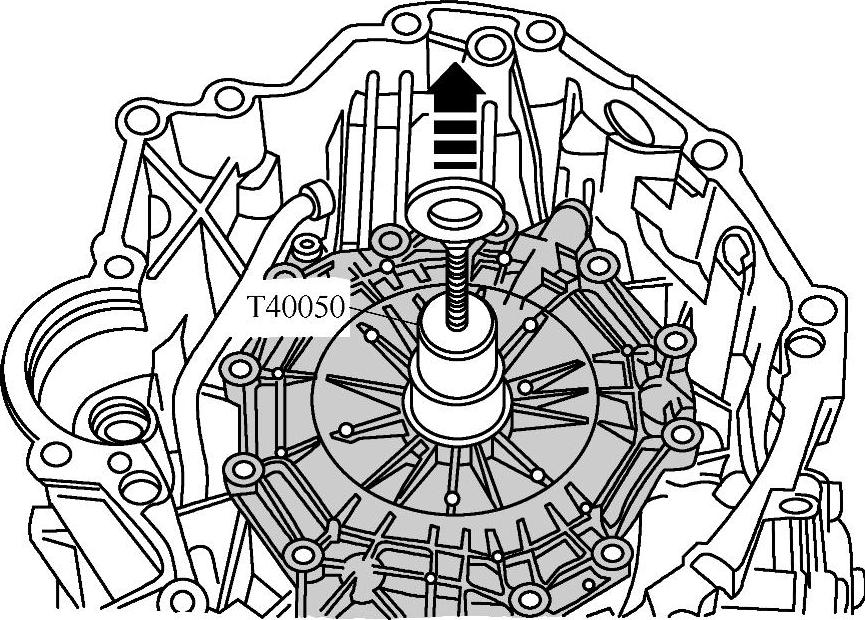
图2-2-18 将拉拔工具T40050安装在自动变速器输入轴上
如图中箭头所示,把拉拔工具T40050上的输入轴及法兰端盖和前进挡离合器从自动变速器壳体中拉出。
注意:
(1)输入轴不允许放在凸出的油管上,如图2-2-19中箭头所示,否则会损坏油管。损坏的油管会造成起动困难或者自动变速器失灵。
(2)倒挡离合器的摩擦片不允许从自动变速器壳体中取出。3.安装

图2-2-19 凸出的油管
安装按与拆卸相反的顺序进行,同时注意下列事项:
(1)检查自动变速器组件的磨损程度,清洁自动变速器壳体和法兰端盖上的密封面。
(2)如图2-2-20中箭头所示,检查自动变速器壳体上是否有用于法兰端盖定位的定位套及其固定情况。
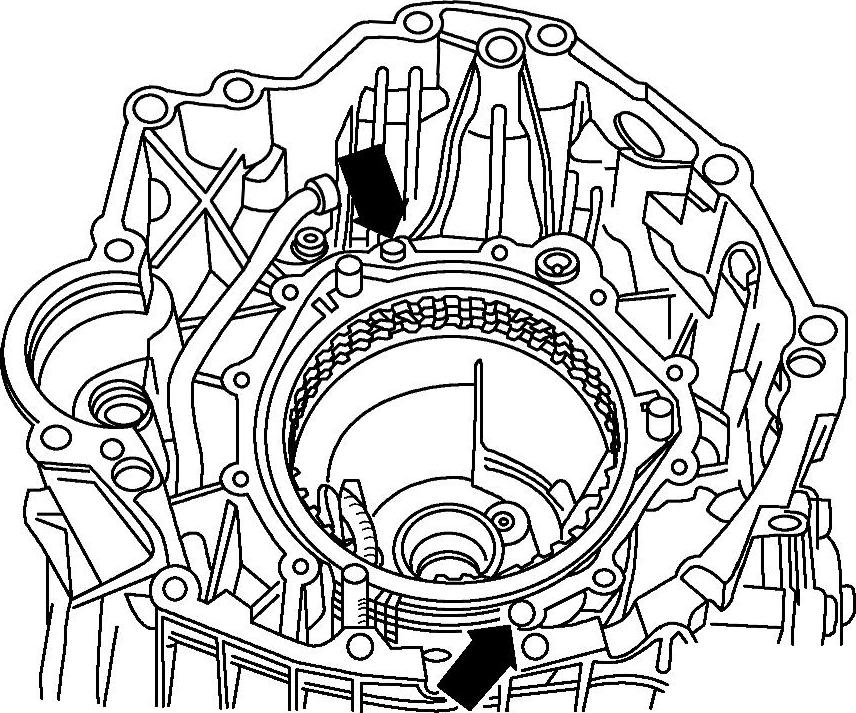
图2-2-20 检查自动变速器壳体上是否有用于法兰端盖定位的定位套及其固定情况

图2-2-21 检查密封垫的状态
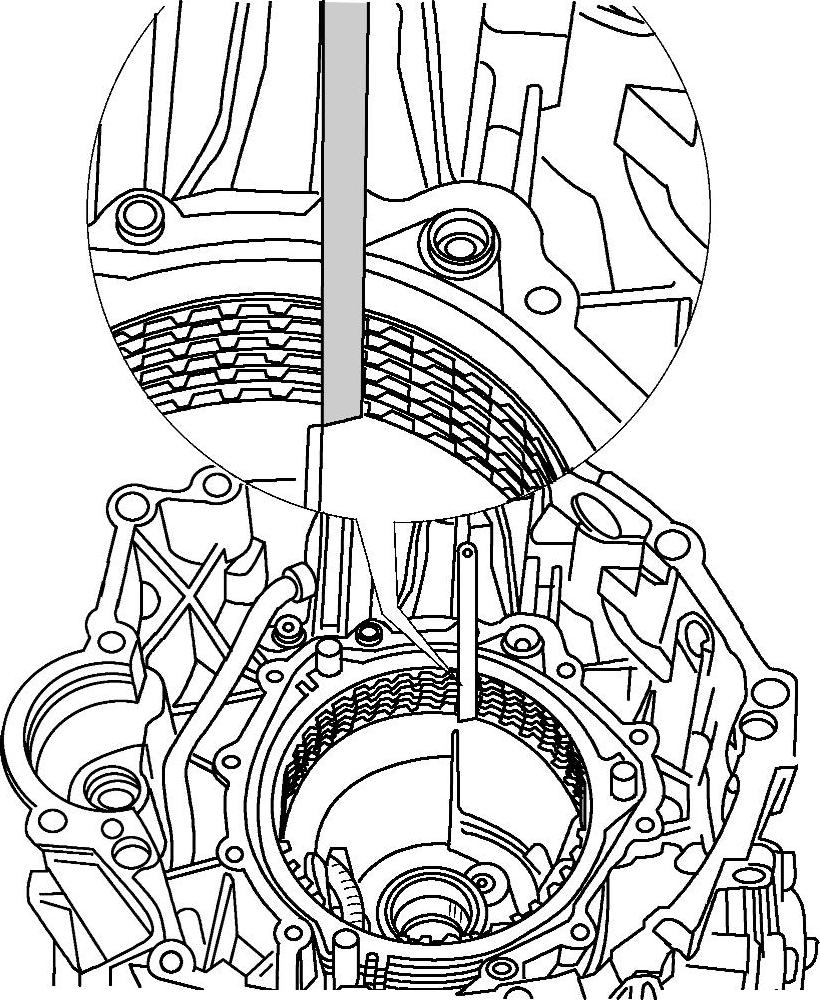
图2-2-22 校准倒挡离合器的摩擦片
(3)如图2-2-21中箭头所示,检查密封垫的状态,必要时更换。注意密封环的安装位置,要使密封唇指向法兰盖板。
(4)放置纸密封垫。
(5)如图2-2-22所示,用直尺校准倒挡离合器的摩擦片,使啮合齿完全成一条直线。
(6)如图2-2-19中箭头所示,检查油管的安装尺寸。在完全插装上油管后,油管末端至输入轴的尺寸约为11.5mm。若尺寸较小,则可能是油管损坏,因为油管压入过深而造成末端损坏。
(7)将整个输入轴装入自动变速器壳体,此时应略微来回转动输入轴(图2-2-23中箭头所示),直至倒挡离合器的所有摩擦片全部卡入,同时略微抬起输入轴。
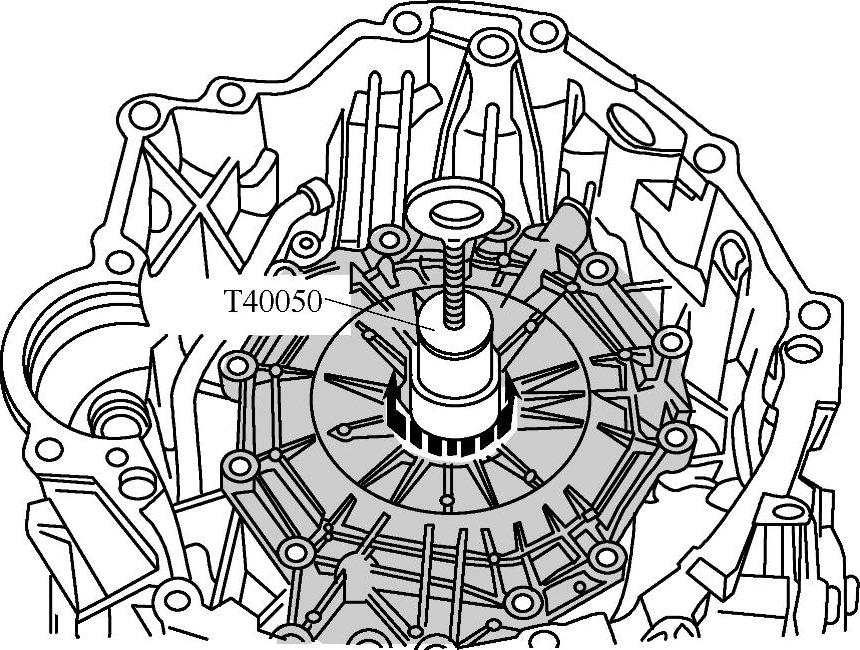
图2-2-23 来回转动输入轴
(8)在安装到最后几毫米时向左转动输入轴,以便输入轴能卡入中间传动机构的斜齿内。
(9)以交叉方式逐步拧紧螺栓,如图2-2-17中箭头所示。
(10)添加ATF并在安装自动变速器之后检查并校正ATF的油位。
(五)拆卸和安装输入轴盖板
1.需要用到的专用工具
需要用到的专用工具为密封环拉拔器T40014(图2-2-24)和压力台架T40099(图2-2-25)。
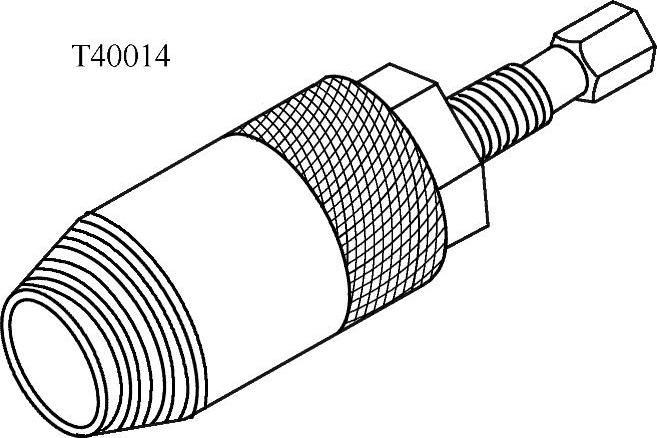
图2-2-24 密封环拉拔器T40014

图2-2-25 压力台架T40099
2.拆卸
在输入轴已拆下的情况下,进行如下操作:
(1)向上拉出油管,如图2-2-19中箭头所示,以避免损坏油管。
(2)如图2-2-26中箭头所示,检查压力台架T40099的8个螺栓。螺栓必须用25N·m的力矩拧入。
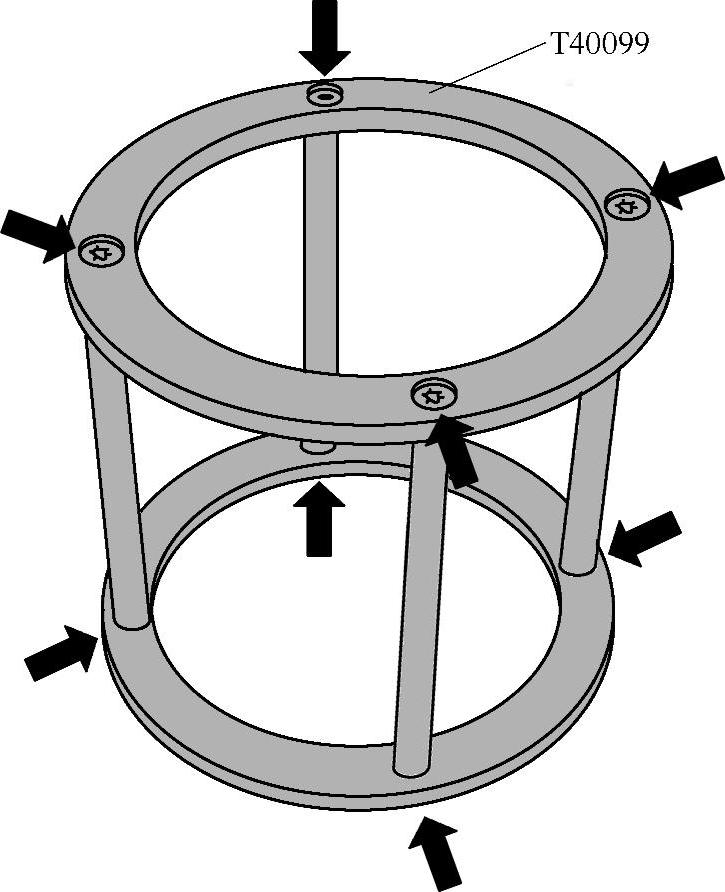
图2-2-26 检查压力台架T40099的8个螺栓

图2-2-27 用呆扳手拧紧密封环拉拔器T40014并拧入后部螺栓
(3)将输入轴放入压力台架T40099内,用手将密封环拉拔器T40014拧入输入轴密封环内,直至此工具牢固地卡入轴密封环内,然后用呆扳手拧紧此工具。
(4)如图2-2-27中箭头所示,拧入后部螺栓即可将轴密封环拉出一部分。
(5)用呆扳手固定住,使密封环拉拔器T40014重新又牢固地卡入轴密封环内,拧入螺栓继续拉出轴密封环。重复这一过程,直至轴密封环完全拉出。
(6)如图2-2-28所示,拆下输入轴盖板卡环A,测量并记录拆下的卡环厚度。安装时必须用同样厚度的新卡环替代旧卡环。
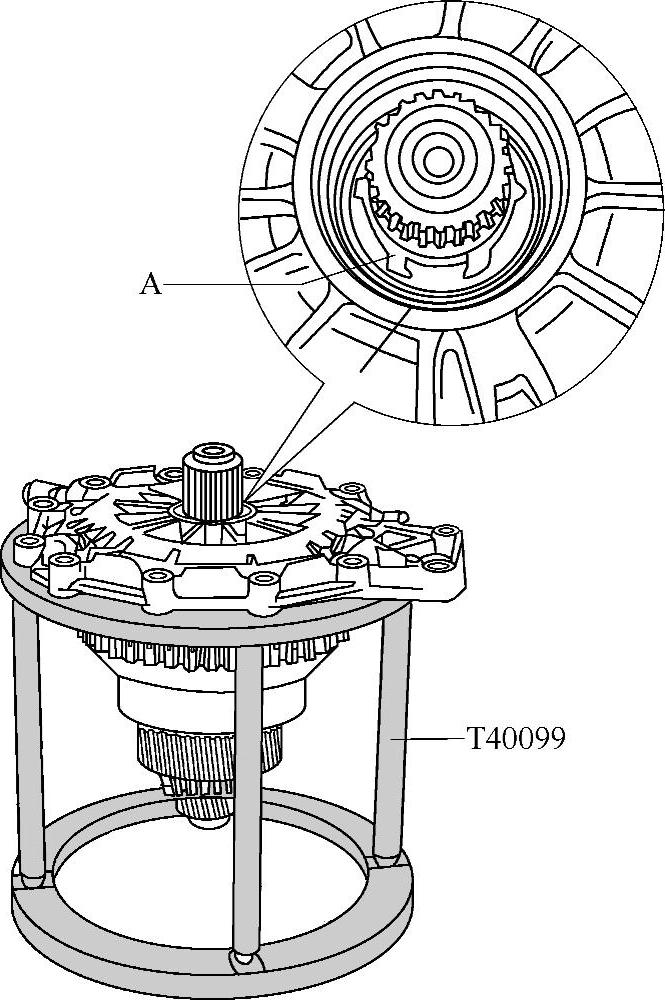
图2-2-28 拆下输入轴盖板卡环A
(7)如图2-2-29中箭头所示,清洁盖板密封面。

图2-2-29 清洁盖板密封面
(8)如图2-2-30所示,用冰雾喷剂对输入轴进行冷却,以使盖板及滚珠轴承2容易压出。
(9)清洁压力台架T40099的表面,将输入轴放入压力台架T40099内。输入轴的密封面必须平齐,保持输入轴密封面和压力台架T40099表面之间的清洁。
(10)另外从外面用冰雾喷剂冷却轴,如图2-2-31中箭头所示,以使盖板及滚珠轴承较易压出,从而不易损坏。
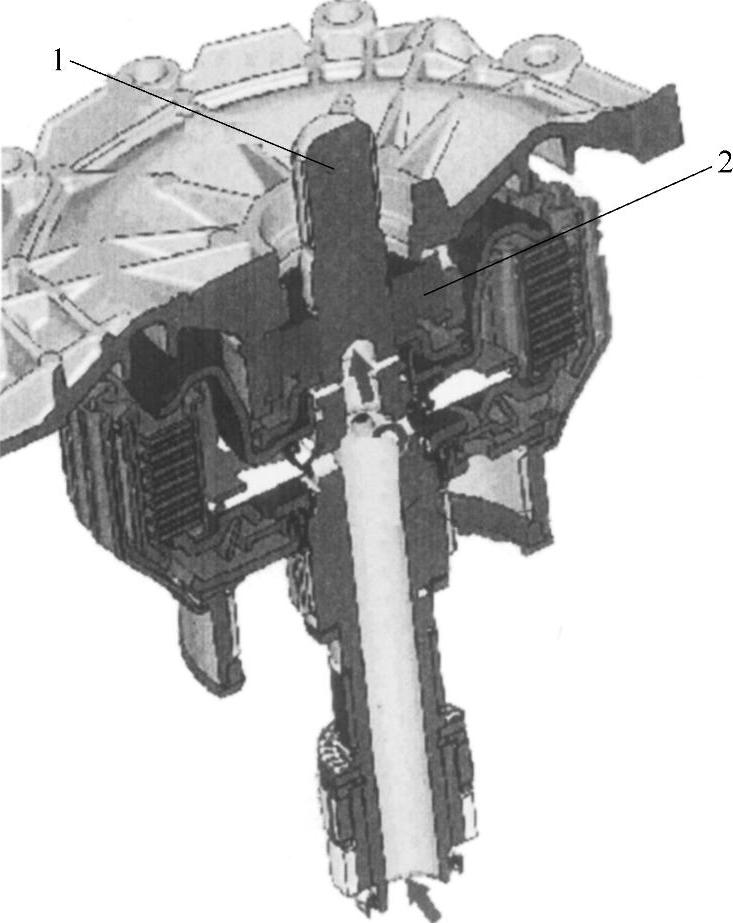
图2-2-30 输入轴的剖视图
1—内部空心轴 2—滚珠轴承
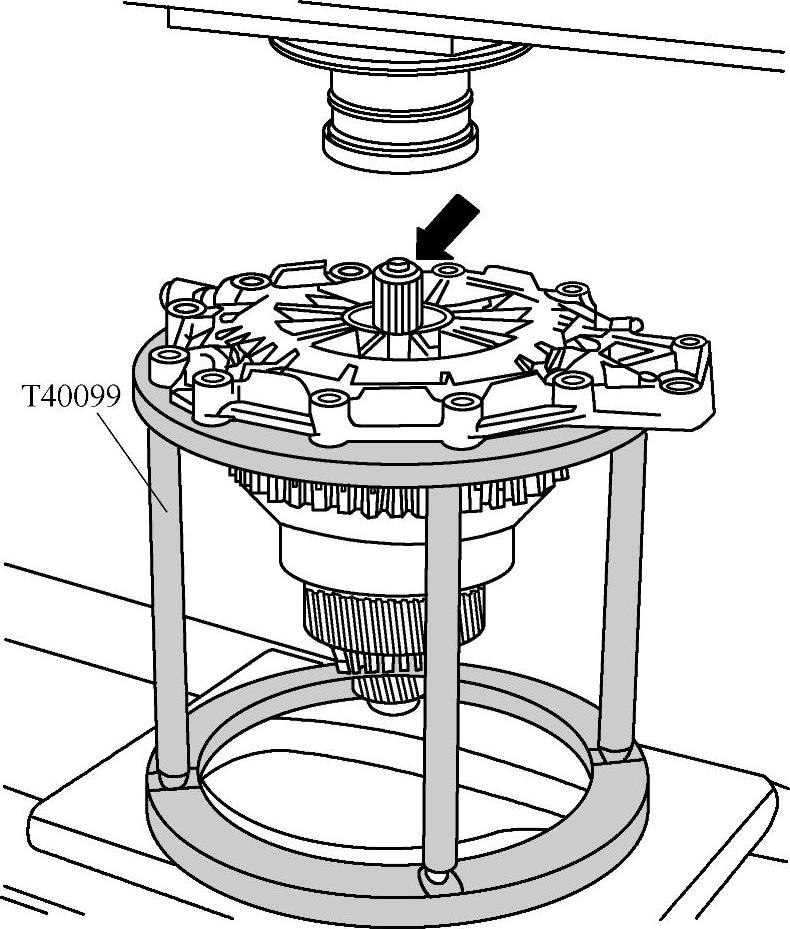
图2-2-31 从外面用冰雾喷剂冷却轴
(11)将输入轴连同压力台架T40099一起放到液压压力机的压板上。压力台架T40099应尽可能大面积地平放在液压压力机上。
(12)从下面固定住轴,同时用液压压力机将轴从盖板上压出,如图2-2-32所示。
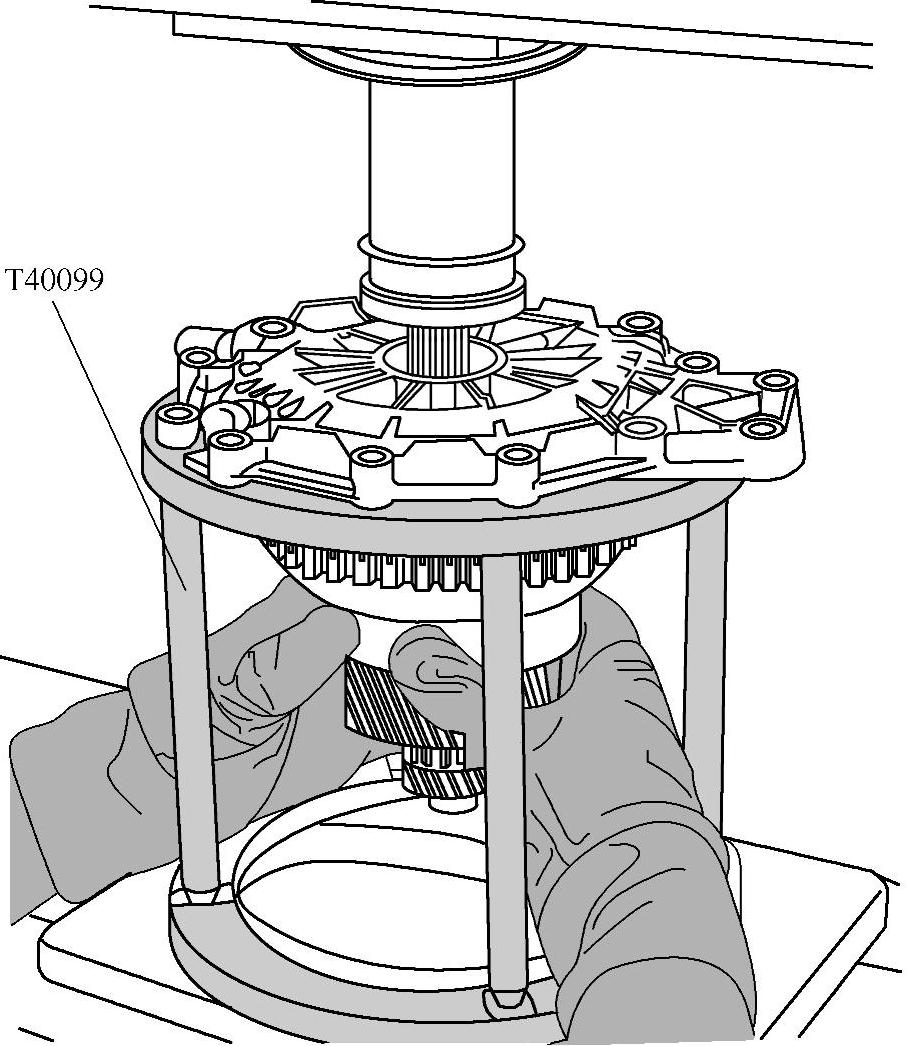
图2-2-32 用液压压力机将轴从盖板上压出
(13)将输入轴放置在装配工具T10219/1上。
3.安装
(1)将滚珠轴承装入输入轴的盖板中,如图2-2-33所示。
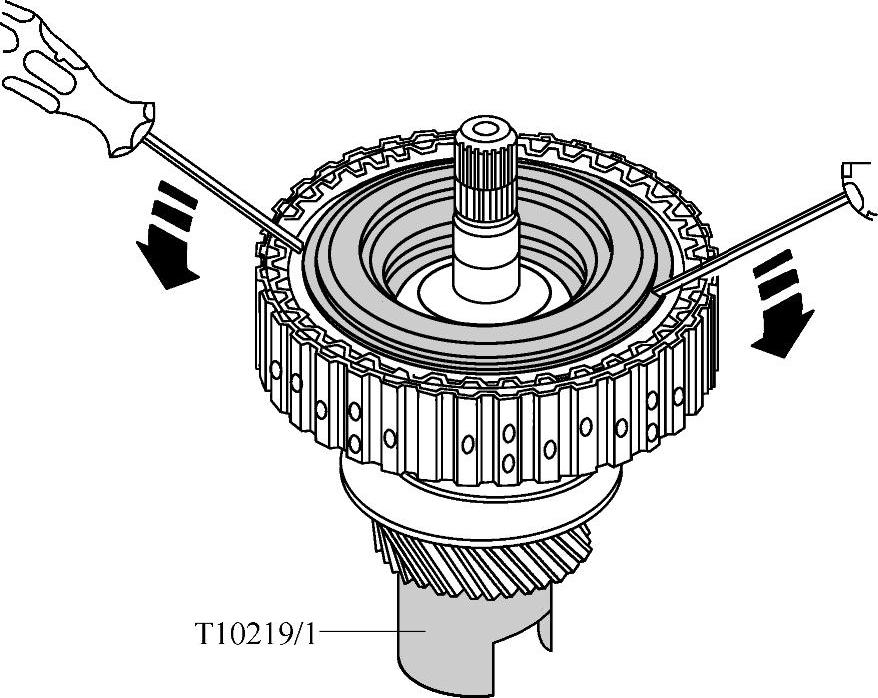
图2-2-33 将滚珠轴承装入输入轴的盖板中
(2)将输入轴盖板安装在输入轴上,用手尽可能往上压,如图2-2-34所示。

图2-2-34 将输入轴盖板安装在输入轴上
(3)将输入轴B放在压板VW401上。
注意:将输入轴平直且以对中的方式放入液压压力机的压杆下面,否则在压上盖板时输入轴会翻到一侧。
(4)用液压压力机将输入轴盖板A与管件VW416b按压到输入轴上,直至极限位置,如图2-2-35所示。

图2-2-35 用液压压力机将输入轴盖板A与管件VW416b按压到输入轴上
A—盖板
(5)安装输入轴盖板卡环 在安装时必须用同样厚度的新卡环替代旧卡环A,如图2-2-36所示。安装时检查卡环的位置是否正确。
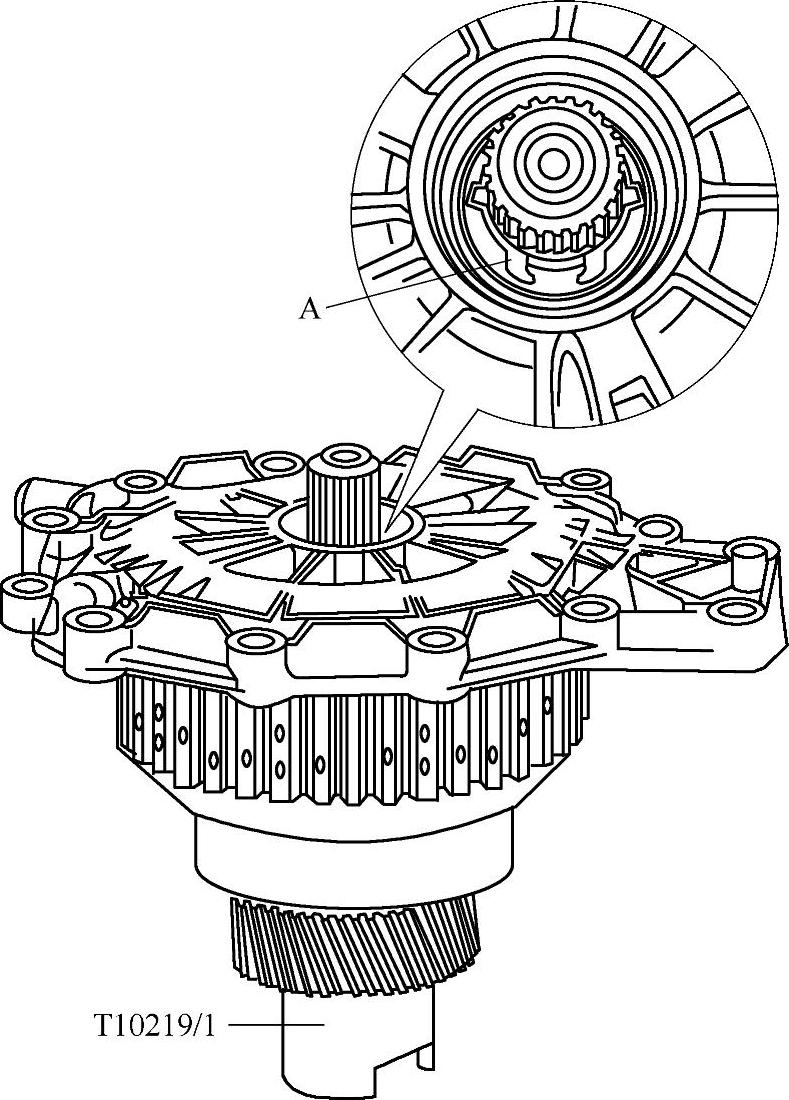
图2-2-36 安装输入轴盖板卡环
A—卡环
(6)安装油管
1)判断自动变速器组件的磨损程度。更换油管上的O形环2,如图2-2-37所示。油管与O形环2事先压在输入轴上,必须能感觉到油管卡止,油管上的转子叶片(箭头A)必须全部在输入轴上。

图2-2-37 安装油管
1—卡环 2—O形环
2)如图2-2-19中箭头所示,将油管压在输入轴上直至下面的极限位置。在完全插装上油管后,末端至输入轴的尺寸约为11.5mm。若尺寸较小,则可能是油管损坏,因为油管压入过深,造成末端破损;若尺寸较大,则说明压入的不够深。
(六)将滚珠轴承装入输入轴的盖板中
1.输入轴盖板结构
输入轴盖板结构如图2-2-38所示。

图2-2-38 输入轴盖板结构
1—卡环(测量并每次都要更新) 2—滚珠轴承(每次都要更新) 3—输入轴盖板
2.拆卸
(1)拆下卡环A,如图2-2-39所示。
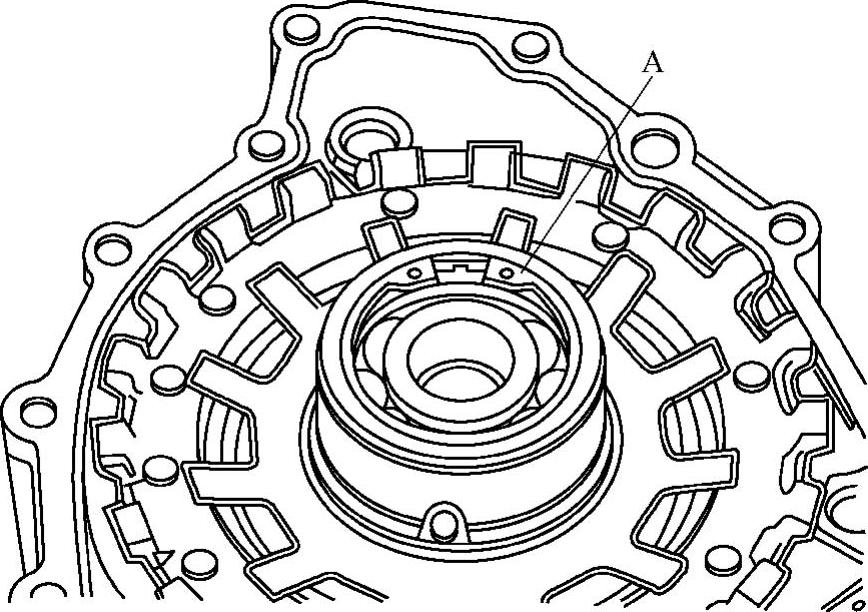
图2-2-39 拆下卡环A
(2)测量并记录拆下的卡环厚度。注意在安装时必须用同样厚度的新卡环替代旧卡环。
(3)将输入轴盖板1放在压力台架T40099上并放置在液压压力机下面。(www.zuozong.com)
(4)用管件VW 416b将滚珠轴承从输入轴盖板内压出,如图2-2-40所示。
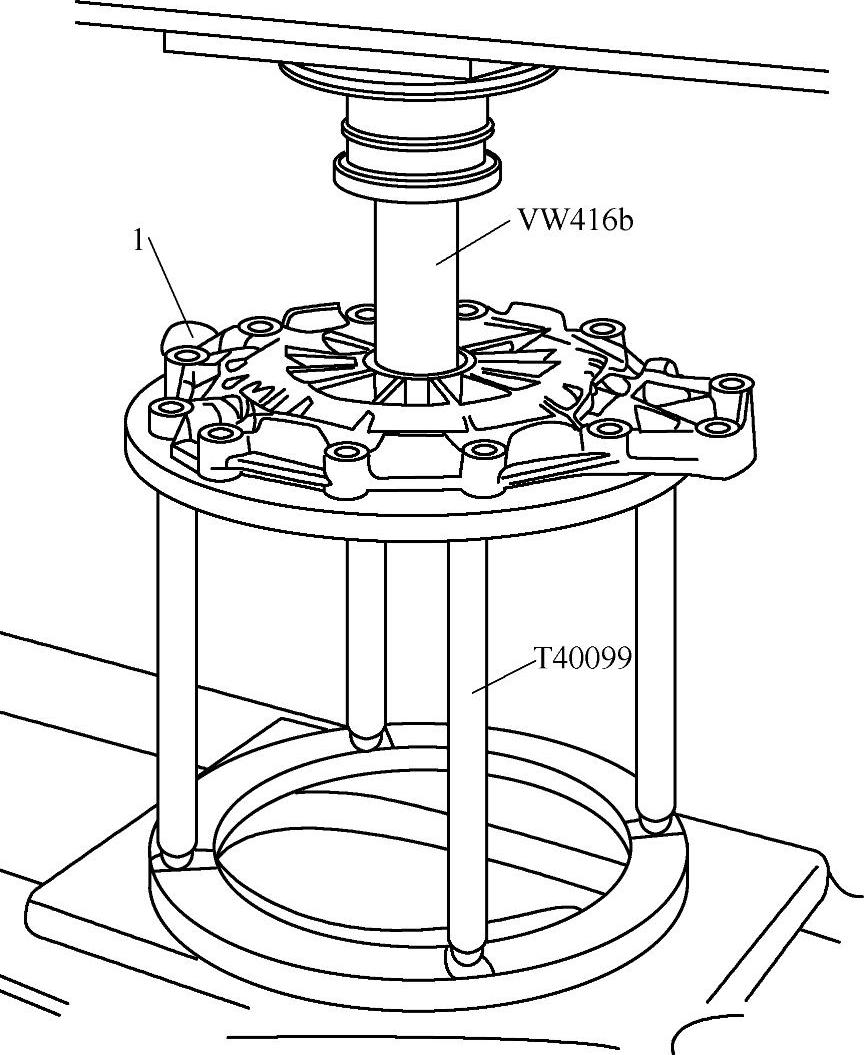
图2-2-40 用管件VW 416b将滚珠轴承从输入轴盖板内压出
1—输入轴盖板
3.安装
(1)检查盖板密封面(图2-2-29中箭头所示)和盖板有无损坏。
(2)密封面的表面不允许有损坏,输入轴盖板不允许有断裂或裂纹。如密封面或盖板已损坏,则更换输入轴盖板。
(3)如密封面和盖板没有损坏,需更换滚珠轴承。
首先清洁盖板内的滚珠轴承座(图2-2-38箭头B所示),并注意滚珠轴承的位置:滚珠轴承的护圈必须向下指向盖板的方向。
滚珠轴承的开口一侧必须指向上方,轴承中的球必须在安装时也能看到箭头A,如图2-2-38所示。若滚珠轴承安装错误,则可能干扰行驶过程,随后有可能损坏自动变速器。
(4)将滚珠轴承2齐平装上,同时用手尽可能压入,如图2-2-38所示。
(5)将输入轴盖板放在VW 401上,用管件2010将滚珠轴承压到极限位置,如图2-2-41所示。
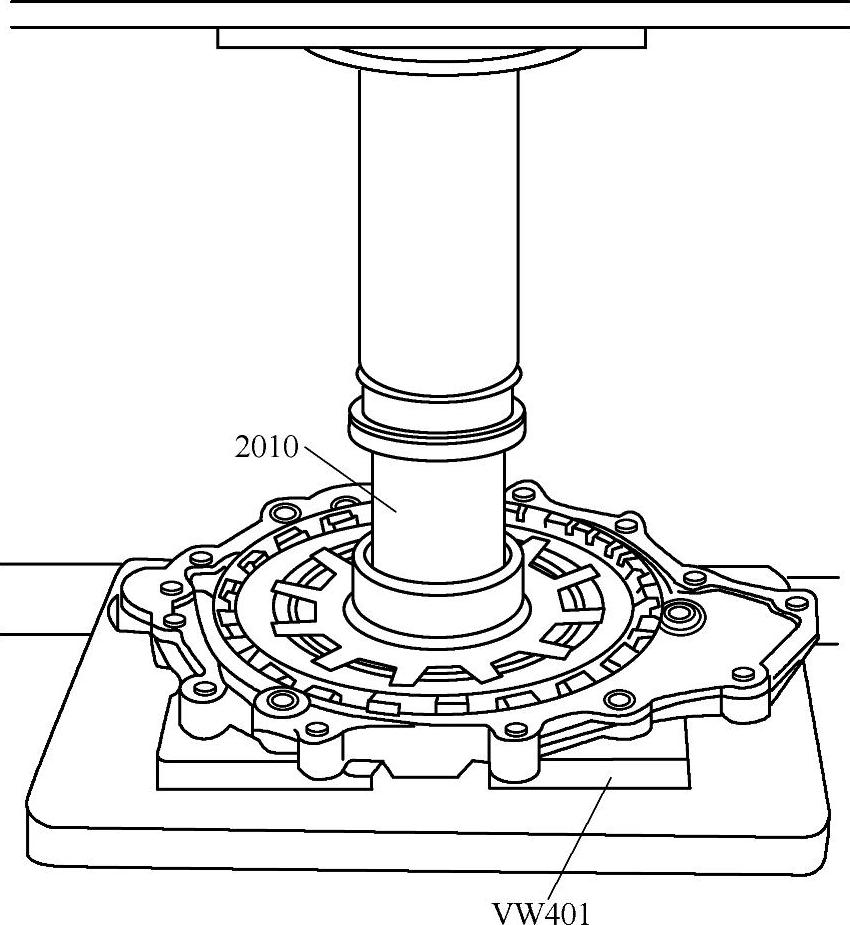
图2-2-41 用管件2010将滚珠轴承压到极限位置
(6)在安装时必须用同样厚度的新卡环替代旧卡环A,如图2-2-39所示。
(7)检查卡环的位置是否正确,必要时重新再压一下滚珠轴承或使用较薄的卡环。
(七)用摩擦片修理输入轴
注意:摩擦片的数量应与要求一致,若用错误数量的摩擦片修理会造成车辆输入轴损坏。
1.用7个摩擦片修理的自动变速器
该自动变速器与4缸1.9L TDI发动机、4缸2.0L TDI发动机、6缸2.5L TDI发动机、6缸3.0L MPI汽油发动机和6缸3.2L FSI汽油发动机配套使用。
2.用6个摩擦片修理的自动变速器
该自动变速器与所有其他的发动机配套使用。
(八)带7个摩擦片的输入轴结构图
带7个摩擦片的输入轴结构图如图2-2-42所示。
1.拆装需要用到的专用工具、检测仪器以及辅助工具
拆装需要用到的专用工具、检测仪器以及辅助工具有压板VW 401、密封环拉拔器T40014、装配工具T10219/1、管件2010、管件VW 416b、压力台架T40099、2把直尺T40100、4个量块T40101、用于带7个摩擦片输入轴的2个塞尺T40102、数字式深度游标卡尺V.A.S6087及冰雾喷剂,如图2-2-43所示。

图2-2-42 带7个摩擦片的输入轴结构
1—输入轴密封环 2—输入轴盖板卡环 3—输入轴盖板 4—活塞 5—压盘 6—波形弹簧垫圈 7—上部调整摩擦片 8—摩擦片(7件) 9—外摩擦片(6件) 10—下部调整摩擦片 11—输入轴油缸 12—O形环 13—油管
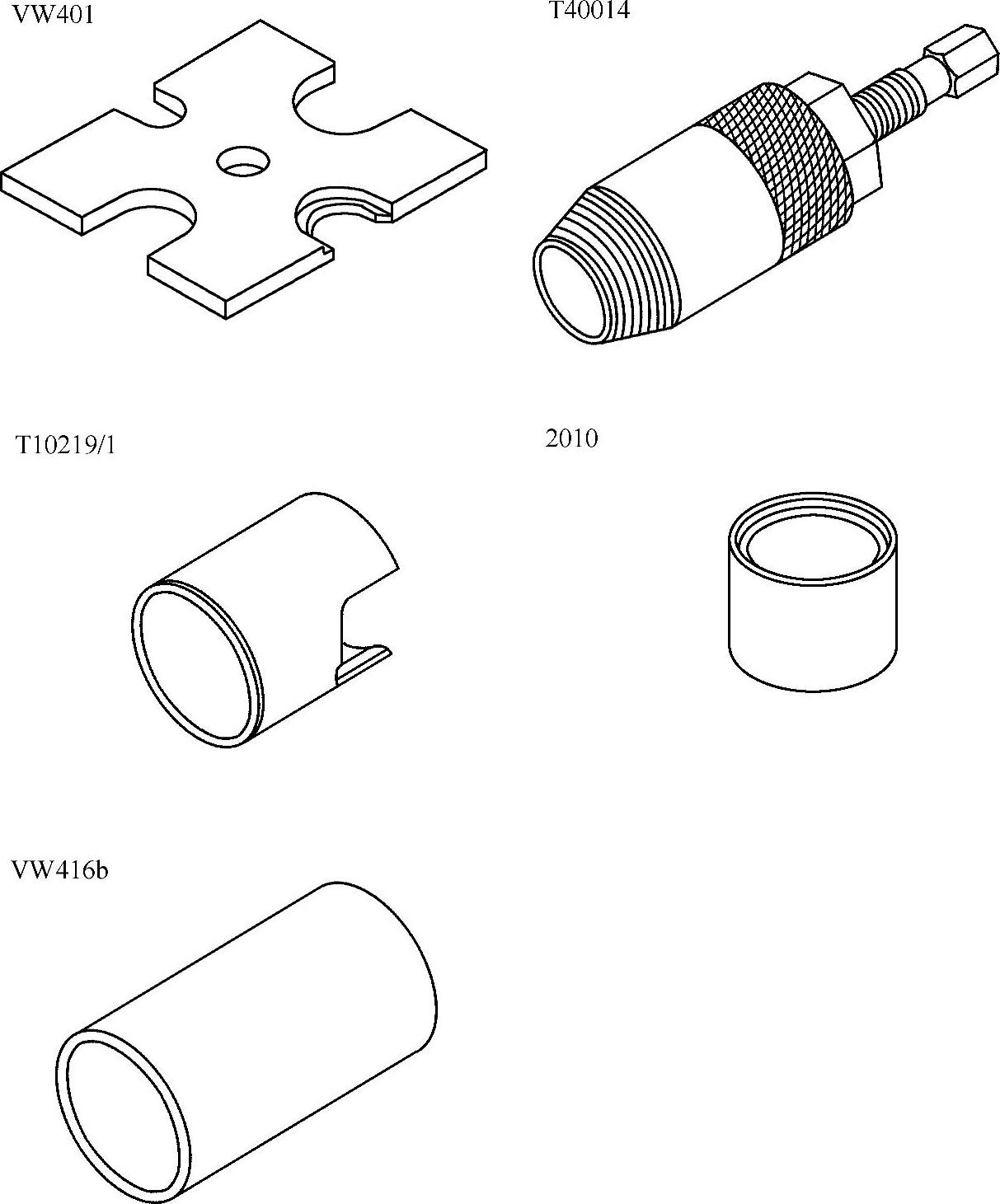
图2-2-43 拆装需要用到的专用工具、检测仪器以及辅助工具
2.拆解输入轴
在自动变速器已拆下的情况下拆装输入轴。
(1)拆下输入轴。从输入轴上拆下输入轴盖板,放置在装配工具T10219/1上。
(2)如图2-2-33中箭头所示,用两把螺钉旋具小心地抬高压板及活塞。注意压板和活塞的内侧工作面(箭头C)或密封面(箭头A)在拆卸和安装轴时不允许接触,如图2-2-44所示。
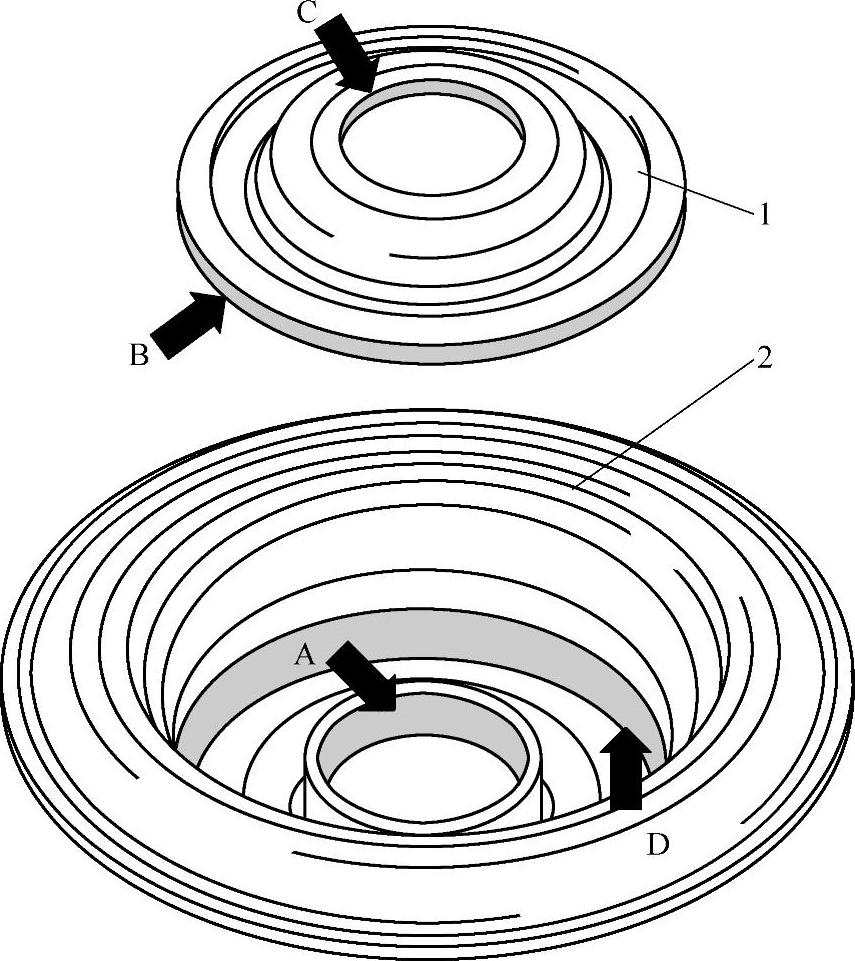
图2-2-44 压板和活塞的内侧工作面或密封面不允许与轴接触
1—活塞 2—压板
(3)将压板1和活塞2小心地向上放到轴3上方,如图2-2-45所示。同时压板1和活塞2的内侧工作面不允许与轴接触。
3.拆卸摩擦片组
摩擦片组的拆卸如图2-2-46所示。
(1)取下波形弹簧垫片5。
(2)从输入轴油缸A中取出上面的调整摩擦片4。
(3)测量调整摩擦片4的厚度并将值记录下来。
(4)从输入轴油缸A中取出所有摩擦片2和外摩擦片3。旧式的输入轴只安装了6个摩擦片和5个外摩擦片,它们必须用带有7个摩擦片和6个外摩擦片的新摩擦片组来替换。
(5)从输入轴油缸A上取出最下面的调整摩擦片1。
(6)测量调整摩擦片1的厚度并将值记录下来。
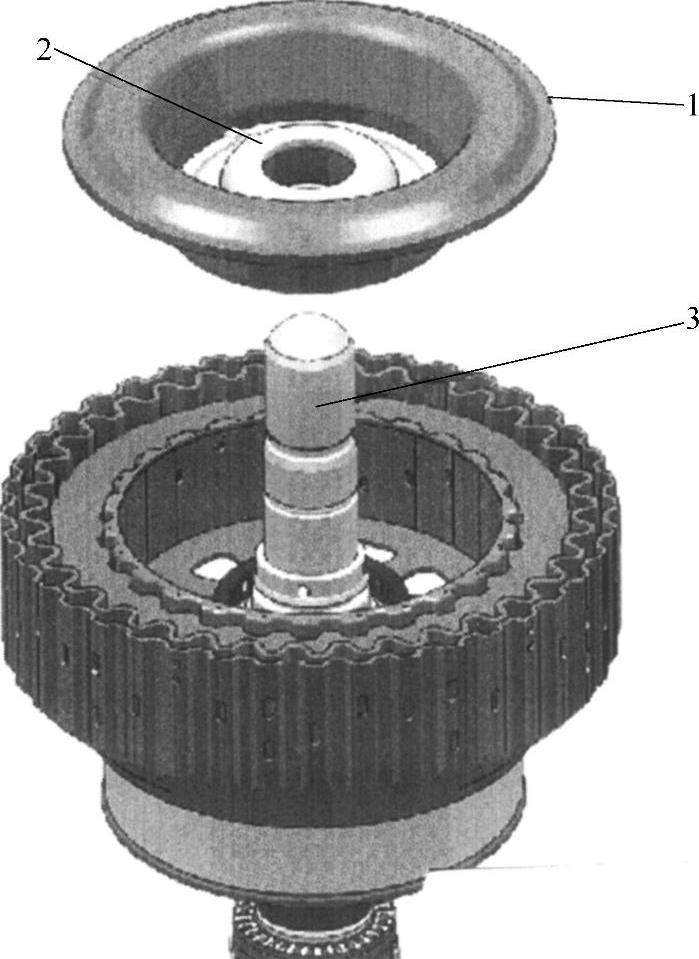
图2-2-45 将压板和活塞向上放到轴上方
1—压板 2—活塞 3—轴
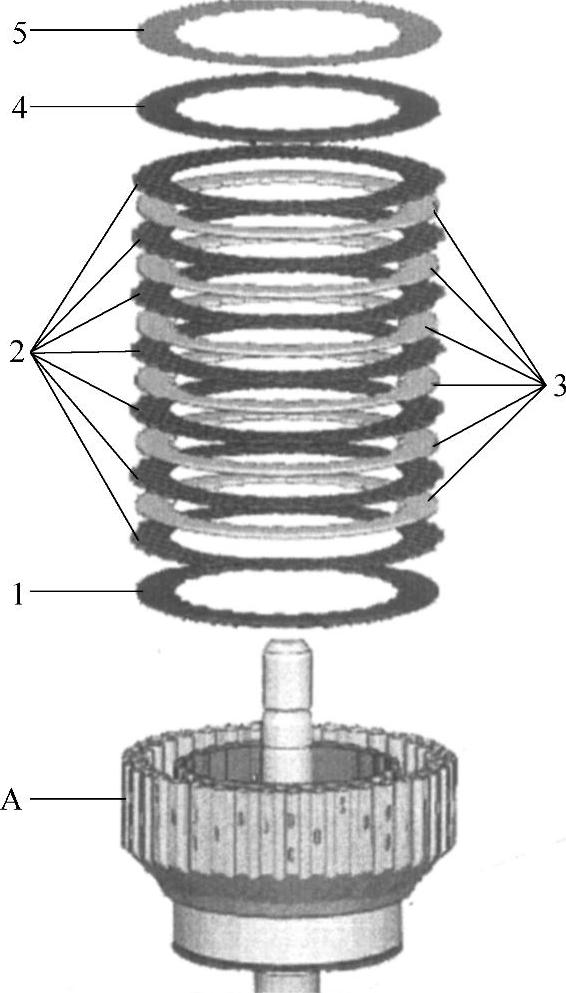
图2-2-46 拆卸摩擦片组
1、4—调整摩擦片 2—摩擦片 3—外摩擦片 5—波形弹簧垫片
注意:所有使用过的调整摩擦片、外摩擦片和摩擦片都必须更换,不允许再次安装,否则无法保证输入轴的功能。波形弹簧垫片可以重新使用。
4.组装输入轴
(1)更换输入轴盖板内的滚珠轴承。
(2)调整输入轴并确定间隙。
(3)将输入轴放置在装配工具T10219/1上,如图2-2-47所示。
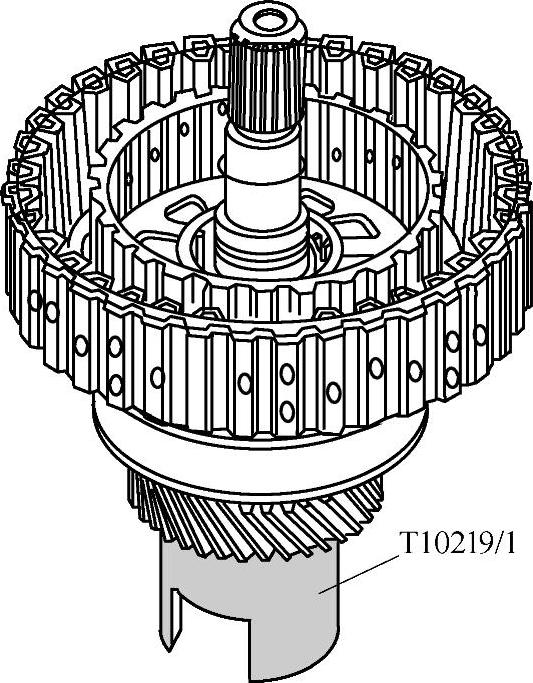
图2-2-47 将输入轴放置在装配工具T10219/1上
(4)将确定的下部调整摩擦片1装入输入轴油缸A。
(5)现在交替地以相同的定向分别安装一个衬面摩擦片2(7件)和一个外摩擦片3(6件,厚度1.9mm),如图2-2-46所示。
5.摩擦片对准
注意:摩擦片必须对准安装,即没有外齿的部位(图2-2-48中箭头)必须始终相互重叠。只有按此方法进行调整才正确,必要时为了安装时对准,必须在油缸上作标记。
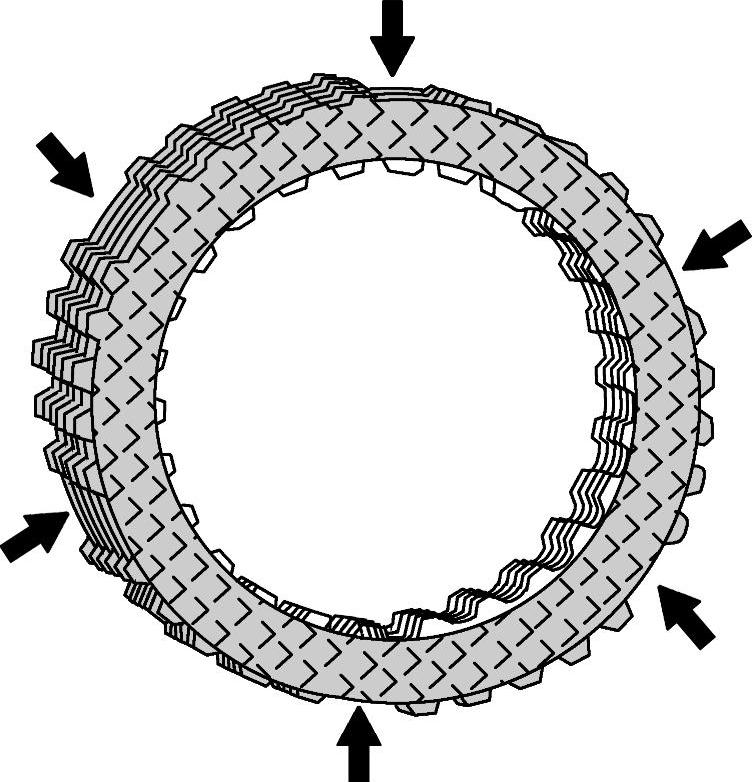
图2-2-48 摩擦片必须对准安装
(1)将确定的下部调整摩擦片4装入输入轴油缸A。
(2)最后安装波形弹簧垫片5,如图2-2-46所示。
(3)将活塞1压入压板2到极限位置,如图2-2-44所示。
(4)将压板1和活塞2小心地向下放到轴3上方,如图2-2-45所示。同时压板1和活塞2的内侧工作面不允许与轴接触。
(5)将压板和活塞均匀地压入输入轴直至极限位置。
6.用塞尺T40102检查间隙
(1)如图2-2-49所示,将两个塞尺T40102放入压板A下面。

图2-2-49 用塞尺T40102检查间隙
(2)用管件VW416b向下按压压板A至极限位置,如图2-2-49中箭头1所示。
(3)将两把塞尺T40102沿箭头方向呈圆形的在压板下面来回移动。
两把塞尺T40102不允许歪斜;必须检查整个圆形面;两把塞尺T40102必须移动平顺,没有任何微小的阻力。若塞尺T40102以箭头方向移动时有阻力,则重新进行输入轴的调整。
注意:
必须要通过塞尺T40102检查间隙,否则自动变速器会在重新安装之后出现起动困难。
(4)若塞尺T40102以箭头方向移动时未受阻,则依次安装输入轴、输入轴盖板、输入轴密封环A(图2-2-50),并加注ATF。
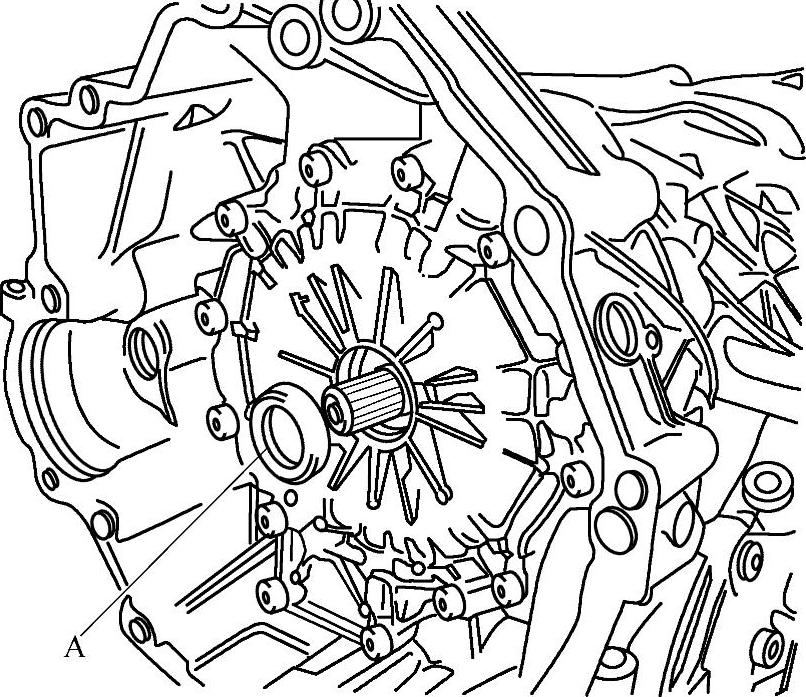
图2-2-50 安装输入轴、输入轴盖板以及输入轴密封环A
(九)通过确定间隙用7个摩擦片调整输入轴
1.测量离合器
确定离合器从最上面的调整垫片到轴上接合环(压板接合面)间的间距K。
波形弹簧垫片1安装在摩擦片组下面,以便于测量间距,如图2-2-51所示。
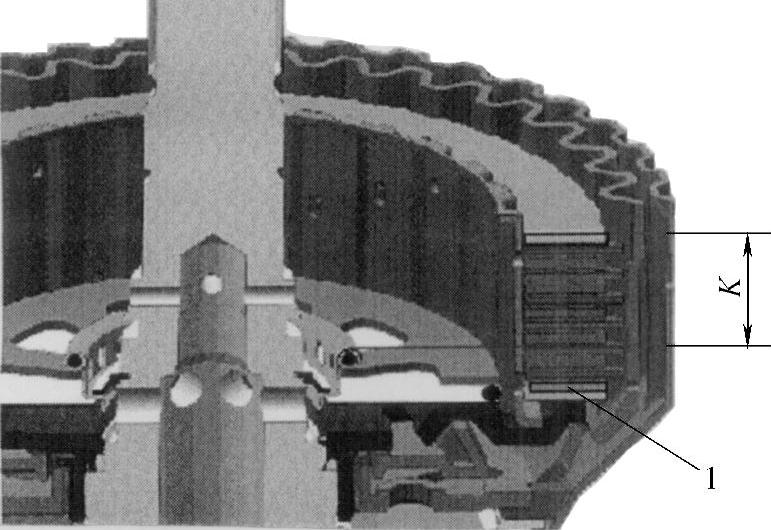
图2-2-51 确定离合器从最上面的调整垫片到轴上接合环间的间距K
(1)将输入轴放在装配工具T10219/1上,如图2-2-47所示。
(2)如图2-2-52所示,将与旧的调整摩擦片有相同厚度的新的下部调整摩擦片1装入输入轴油缸A。
(3)安装波形弹簧垫片2,波形弹簧垫片只是为了测量才安装在下面,在装配时应重新安装在最上面部位。
(4)交替地分别安装一个衬面摩擦片3(7件)和一个外摩擦片4(6件,厚度1.9mm)。
(5)最后将与旧的调整摩擦片有相同厚度的新的上部调整摩擦片5装入输入轴,如图2-2-52所示。
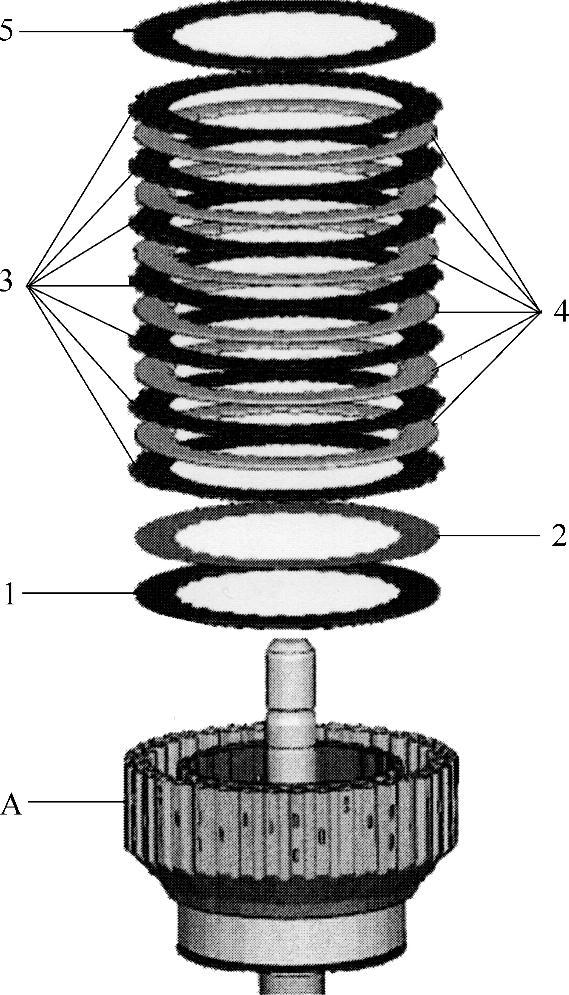
图2-2-52 安装摩擦片组
(6)将4个量块T40101放在上面的调整摩擦片上,如图2-2-53所示。
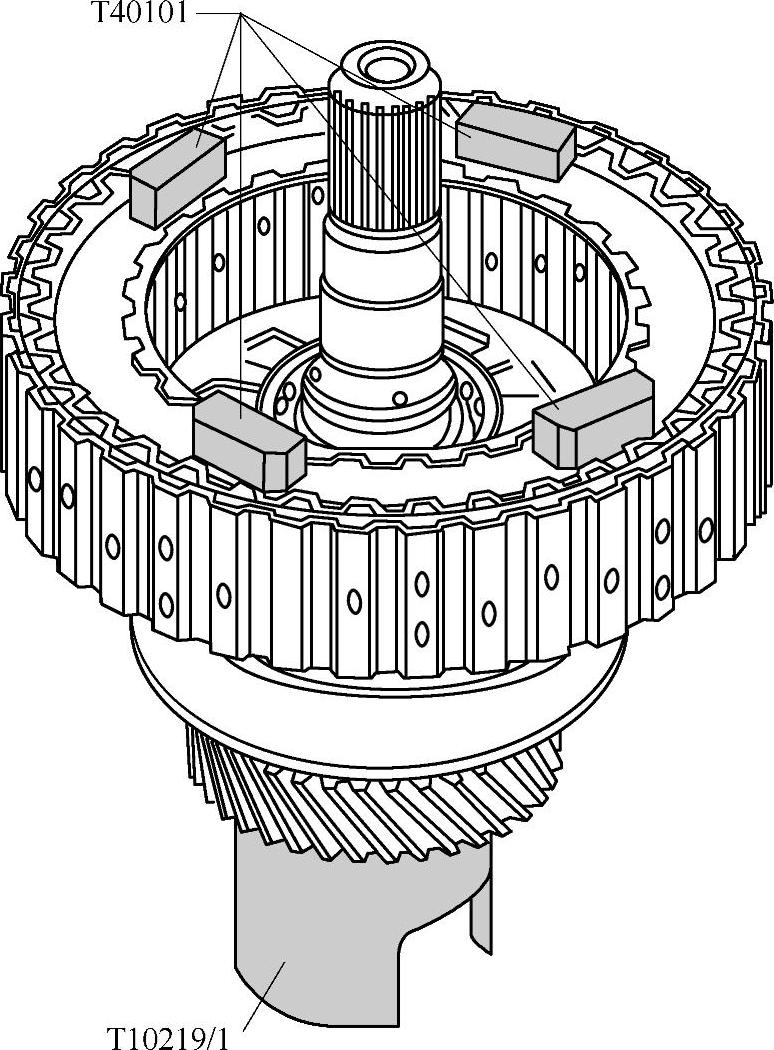
图2-2-53 将4个量块T40101放在上面的调整摩擦片上
(7)在每2个量块T40101上面的中心位置处放上一把直尺T40100,如图2-2-54所示。
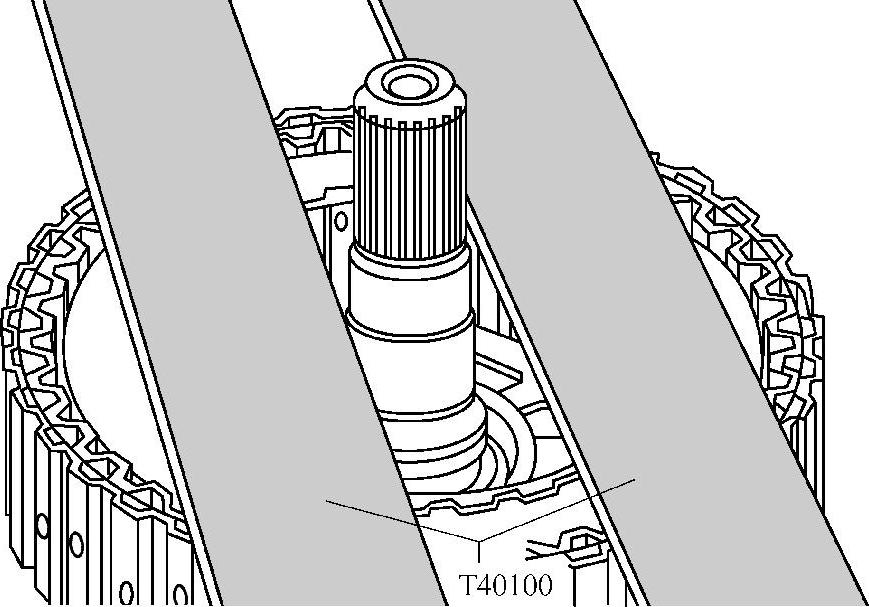
图2-2-54 在每2个量块T40101上面的中心位置处放上一把直尺T40100
(8)用数字式深度游标卡尺V.A.S 6087测量调整摩擦片并记录测量值A,如图2-2-55所示。测量时数字式深度游标卡尺V.A.S 6087必须平靠在两把直尺T40100上。

图2-2-55 用数字式深度游标卡尺V.A.S6087测量调整摩擦片并记录测量值A
(9)用数字式深度游标卡尺V.A.S6087测量轴上的接合环(压板的接合面)并记录测量值B,如图2-2-56所示。
(10)将两个测量值B和A相减B-A即为离合器的间距K。
波形弹簧垫片1安装在摩擦片组下面用于测量,见图2-2-51。
(11)在输入轴另一侧重复测量,按同样的方法算出那的离合器间距K。
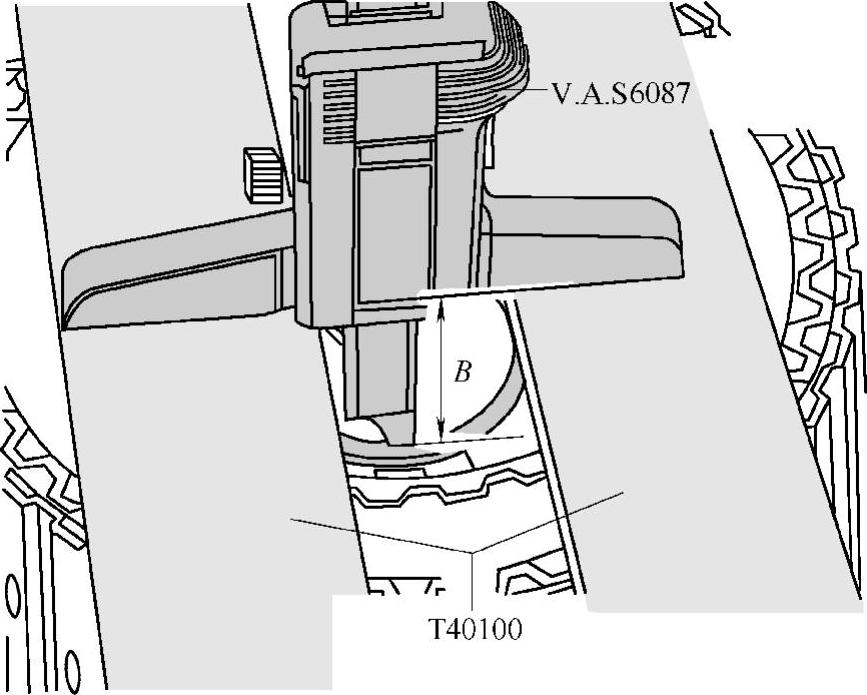
图2-2-56 用数字式深度游标卡尺V.A.S6087测量轴上的接合环并记录测量值B
(12)将4个量块T40101和2把直尺T40100在输入轴上部错位90°,重复测量。
(13)根据确定的4个离合器间距K求出平均值MK。
2.测量压板
(1)首先检查压板有无损坏,必要时更换。翻转压板,将它放置在平整且干净的表面上。
(2)将2个量块T40101放在已清洁过的压板工作面上,如图2-2-57所示。量块T40101必须整个表面贴在干净的工作面上,不允许靠在边缘上。

图2-2-57 将2个量块T40101放在已清洁过的压板工作面上
(3)将直尺T40100放在量块T40101的中心。用数字式深度游标卡尺V.A.S6087测量上面的工作面并记录测量值A,如图2-2-58所示。
(4)用数字式深度游标卡尺V.A.S6087测量下面的工作面并记录测量值B,如图2-2-59所示。
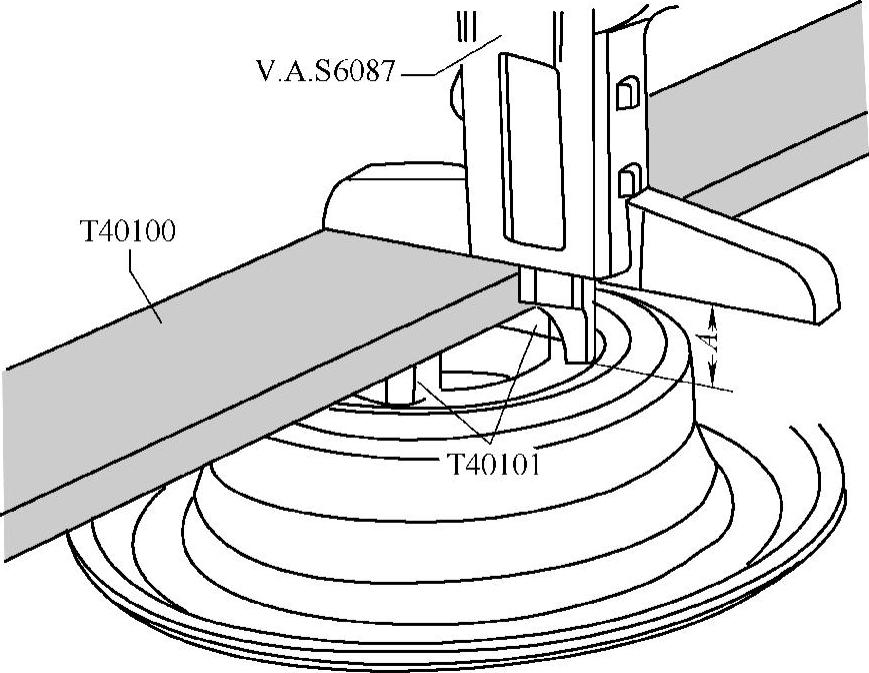
图2-2-58 用V.A.S6087测量上面的工作面并记录测量值A

图2-2-59 用数字式深度游标卡尺V.A.S6087测量下面的工作面并记录测量值B
(5)将这两个测量值B和A相减,得出压板上两个工作面之间的距离D,即B-A=D。
(6)将压板分别错位120°,重复测量其他2个位置。
(7)根据3个测量值求出压板的平均值MD。
3.确定间隙
按照以下计算方法确定间隙:
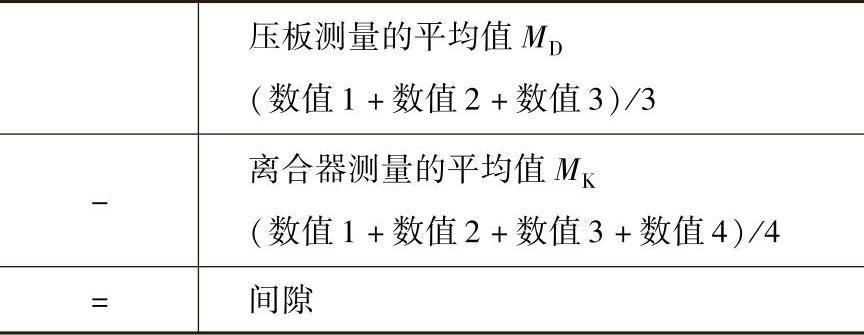
间隙额定值:(1.8±0.2)mm。
4.下步操作
(1)若未达到标准值
1)测得数值过小:相应地放入较薄的调整摩擦片,必要时还需更换下面的调整摩擦片。在安装好新的调整摩擦片之后再检查间隙。
2)测得数值过大:相应地放入较厚的调整摩擦片,必要时还需更换下面的调整摩擦片。在安装好新的调整摩擦片之后再检查间隙。
可用的调整摩擦片分别为:1.90mm、2.15mm、2.65mm、2.90mm、3.15mm。
间隙可通过上下调整摩擦片进行调整。
(2)若达到标准值
1)从输入轴油缸A中取出所有的调整摩擦片、摩擦片、外摩擦片和波形弹簧垫片5、4、3、2和1,见图2-2-52。
注意:因为波形弹簧垫片2只允许为了调整输入轴而安装在下面的调整摩擦片1的上面,在组装输入轴时波形弹簧垫片安装在最上面位置。
2)组装输入轴。
(十)输入轴的磨损评定
输入轴的结构如图2-2-42所示。
(1)检查活塞4和压板5的磨损情况。
(2)检查输入轴油缸的工作面和密封面有无磨损,检查摩擦片造成的磨损痕迹。
(3)检查油管13的磨损情况。
1.对活塞和压板进行磨损检查
(1)从压板2上拔出活塞1,如图2-2-44所示。
(2)检查压板的工作面或密封面有无磨损。若工作面或密封面(箭头A)有凹槽、划伤或弯折磨合痕迹,则须更换压板2;若工作面或密封面(箭头D)有凹槽、划伤或弯折磨合痕迹,则须更换压板2和活塞1。
(3)检查活塞1外圈上的密封环有无损伤,见箭头B。检查轴上活塞1内圈上的工作面,见箭头C。
若密封环已损坏,或者活塞的工作面有凹槽、划伤或弯折磨合痕迹或因磨损而导致的厚度不均匀,则须更换活塞1。
2.检查输入轴油缸的工作面和密封面有无磨损
(1)检查输入轴的工作面或密封面有无磨损,如图2-2-60中箭头A所示。
注意:因轴密封环而产生的轻微的磨合痕迹是正常的。
(2)检查输入轴盖板内的滚珠轴承工作面有无磨损,如图2-2-60中箭头B所示。
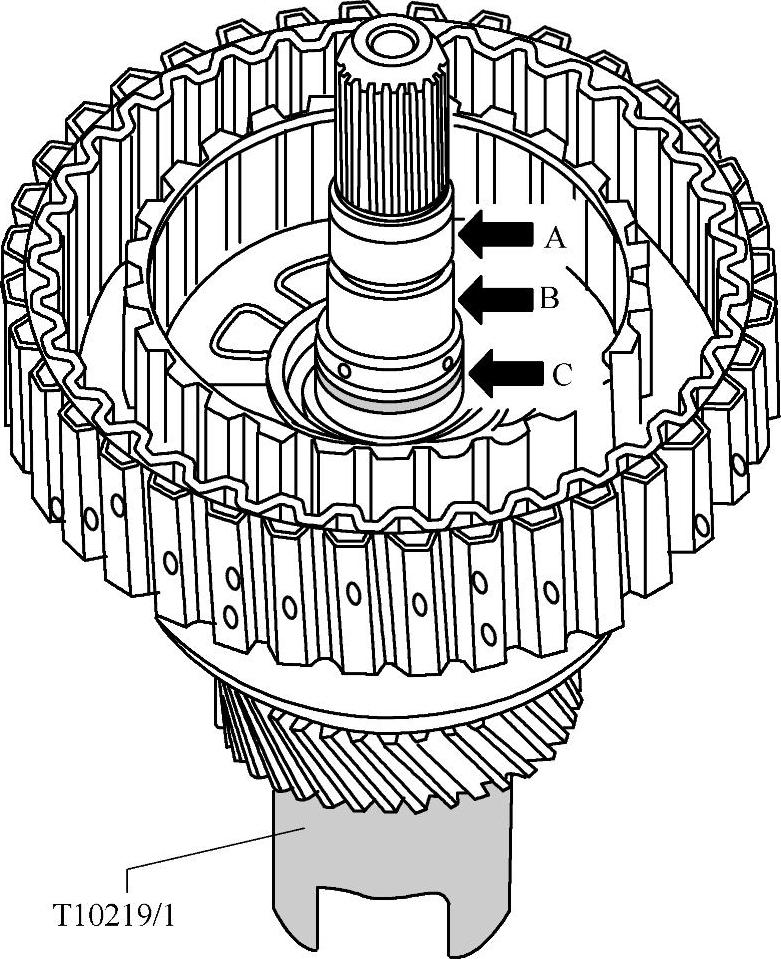
图2-2-60 检查输入轴油缸的工作面和密封面有无磨损
(3)检查轴上的密封环有无磨损,如图2-2-60中箭头C所示。
若密封环磨损或者轴上的工作面有严重的磨合痕迹或凹槽,则必须更换整个输入轴。
3.检查输入轴油缸内圈上有无因磨损而出现磨合痕迹
检查输入轴油缸内圈上有无因磨损而出现磨合痕迹,如图2-2-61中箭头所示。若输入轴油缸内圈上摩擦片有磨合痕迹,则须更换整个输入轴。

图2-2-61 检查输入轴油缸内圈上有无因磨损而出现磨合痕迹
4.油管磨损评定
油管磨损评定如图2-2-62所示。

图2-2-62 油管磨损评定
1—密封环 2—O形环
(1)检查油管上的密封环1有无损坏。密封环必须留有一个间隙,见箭头B。若间隙完全没有了,则必须更换油管。
(2)检查油管上的工作面和转子叶片(箭头A)有无磨损、撕裂和损坏。若密封环1或转子叶片已损坏或者工作面上出现严重的磨合痕迹或凹槽,则须更换油管。
O形环2每次都必须更新。
(3)检查引流泵中的油管工作面。
5.射流泵的磨损判断
在输入轴已拆下的情况下检查。
(1)检查射流泵的油管工作面是否有磨痕、划伤或损坏,如图2-2-63中箭头所示。射流泵油管工作面上不允许出现明显的阶梯状的磨痕或划伤。若在整条油管的工作面上出现明显的阶梯状的磨痕或者损坏,则必须更新射流泵。
(2)必须检查油管。

图2-2-63 检查射流泵的油管工作面
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。