



【摘要】:图2-29所示为三种不同的轮廓粗车切削进给路线,其中图2-29a所示为利用数控系统具有的封闭式复合循环功能控制车刀沿着工件轮廓线进行进给的路线;图2-29b所示为三角形循环进给路线;图2-29c所示为矩形循环进给路线,其路线总长最短,因此在同等切削条件下的切削时间最短,刀具损耗最少。在实际加工中应根据实际情况而定,现给出三种常见零件的加工路线。循环切除余量的方式是刀具轨迹按工件轮廓线运动,逐渐逼近图样尺寸。
切削进给路线越短,生产率越高,同时能降低刀具损耗。安排切削进给路线时,应同时兼顾工件的刚度和加工工艺性等要求,不要顾此失彼。
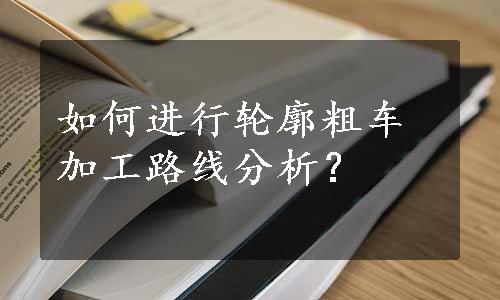
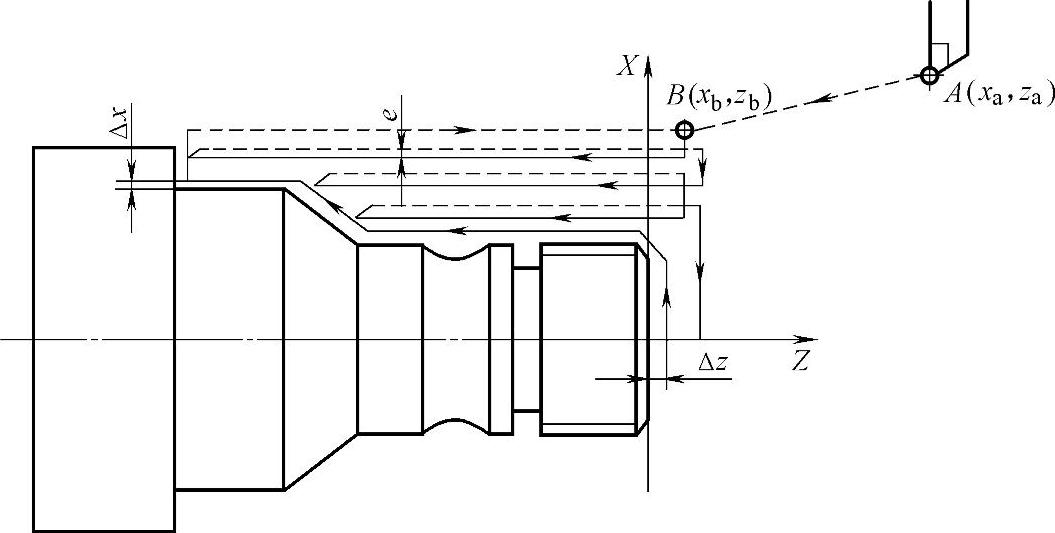
图2-29所示为三种不同的轮廓粗车切削进给路线,其中图2-29a所示为利用数控系统具有的封闭式复合循环功能控制车刀沿着工件轮廓线进行进给的路线;图2-29b所示为三角形循环进给路线;图2-29c所示为矩形循环进给路线,其路线总长最短,因此在同等切削条件下的切削时间最短,刀具损耗最少。在实际加工中应根据实际情况而定,现给出三种常见零件的加工路线。

图2-29 三种不同的轮廓粗车切削进给路线
1.轴套类零件
安排轴套类零件进给路线的原则是“轴向走刀,径向进给”,循环切除余量的循环终点在粗加工起点,这样可以减少走刀次数,避免不必要的空走刀,节省加工时间,如图2-30所示。
2.轮盘类零件
安排轮盘类零件进给路线的原则是“径向走刀,轴向进给”,循环切除余量的循环终点在粗加工起点。编制轮盘类零件的加工程序时,其进给路线与轴套类零件相反,是从大直径端开始加工,如图2-31所示。
 (www.zuozong.com)
(www.zuozong.com)
图2-30 轴套类零件循环切除余量的方式
3.铸锻件
铸锻件毛坯形状与加工后零件形状相似,留有一定的加工余量。循环切除余量的方式是刀具轨迹按工件轮廓线运动,逐渐逼近图样尺寸。这种方法实质上是采用轮廓车削的方式,如图2-32所示。
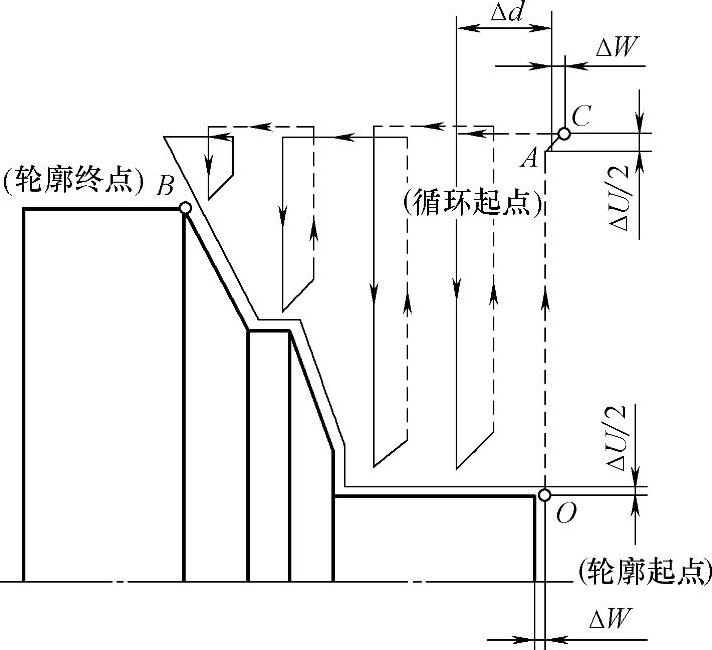
图2-31 轮盘类零件循环切除余量的方式
图2-32 铸锻件循环切除余量的方式
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。