



1.焊接所需的工具、材料
1)电烙铁两把,一把25W左右,用于普通电阻、电容、晶体管及集成电路等元器件的焊接。一把功率大于50W,主要用于大型器件的加热焊接。
2)镊子一只,尖嘴钳一只,用于焊接时元器件的夹持散热及焊接前元器件引脚的整形。
3)剪刀一把,用于清理引脚上的脏物及氧化层,并剪掉引脚的多余部分。
4)焊锡,应选用优质的焊锡丝,焊点光亮不起渣。
5)助焊剂,采用松香或松香酒精配制的溶液,最好不要使用焊锡膏。
2.焊接要求
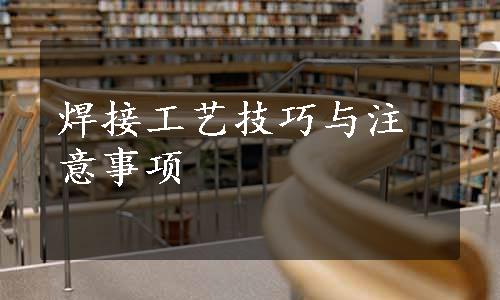
1)焊接点在结构上必须牢固,具有一定的机械强度,每一个焊点都是被焊料包围的接点,如图8-97所示。
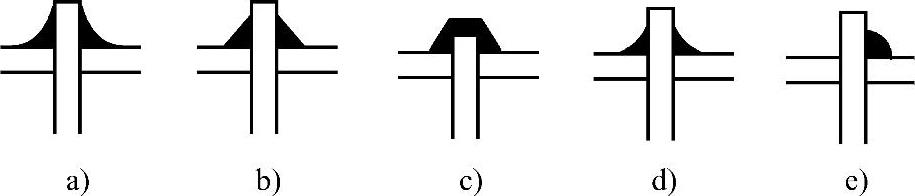
图8-97 焊点
图8-97a所示焊点最为牢固,且用锡量最省,属于良好的焊点。图8-97b所示的焊点在实际焊接中也属于可靠的焊点,但与图8-97a相比用锡量稍大。图8-97c中的焊点因将引脚埋住,不能看出引脚是否伸出印制板之上,故焊接时应避免此类焊点。图8-97d焊点上的锡量太少,对功率发热的元器件,易在热应力作用下造成引脚松脱。图8-97e所示元器件焊点仅在引脚的一边上锡焊接,在移动时易造成脱焊,应重新上锡补焊。
2)焊接点的锡液必须充分渗透,其接触电阻要小。
3)焊接点表面要光滑且有光泽,焊接点的大小要均匀。
在焊接中应避免虚焊、夹生焊等现象的出现。所谓虚焊就是焊料与被焊物的表面没有互相扩散形成金属化合物,而是将焊料依附在被焊物的表面上,这一现象的出现与焊件表面不干净、焊剂用量太少有关。所谓夹生焊就是焊件表面晶粒粗糙,锡未被充分熔化,其原因是烙铁温度不够高和留焊时间太短。
3.分立元器件的焊接过程及方法
1)用剪刀将要焊接的元器件引脚上的氧化层清除干净,否则容易造成虚焊。但对于已上过焊锡或外面为金黄色引脚的元器件,可以不再做刮脚处理。
2)安装元器件的电路板(或空心铆钉板),如果表面没有镀过银的,或镀银后已发黑的,要在清除表面氧化层后,涂上松香酒精溶液,以防继续氧化。
3)按实际焊接需要的长度,剪去引脚的多余过长部分。
4)按元器件在电路板上的引脚位置排列,将其弯曲成与之相适应的形状。
①卧式元器件在电路板上要置于两焊点的中央,并且要相互平行放置,能一目了然地读出元器件上的标称字数值,电阻元件的色环尽可能方向一致,如图8-98所示。(www.zuozong.com)
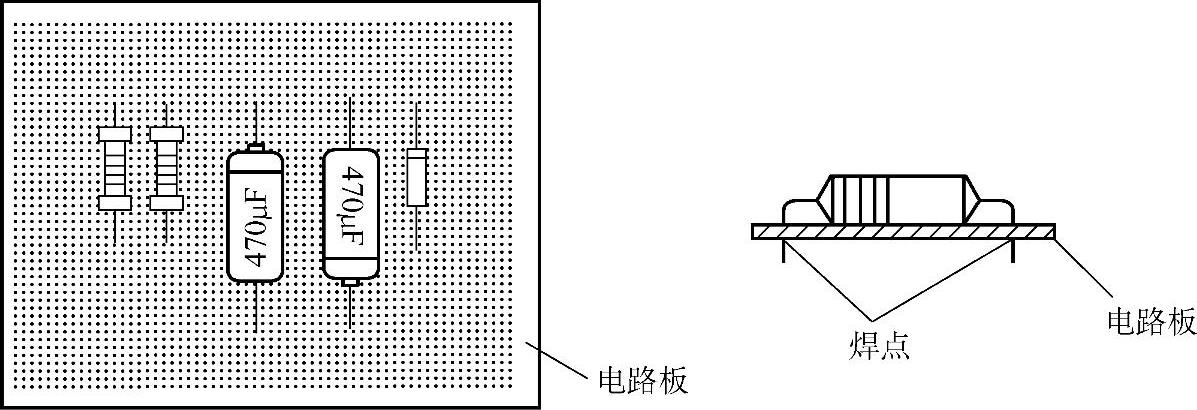
图8-98 元器件排列图
②元器件引脚的弯曲处距离元件至少为2mm,如图8-99所示,引脚线要直,并且要弯成直角。
5)将元器件引脚蘸上松香水或在松香上用烙铁搪上焊锡。
6)将元器件引脚插入电路板的焊孔中,用蘸有适量焊锡的烙铁点焊。
①元器件在电路板上焊接时,为避免其受热而损坏,应与电路板之间要有一定间距。一般卧式元器件至少为0.25mm,立式元器件至少为1.5mm,如图8-99所示。
②焊接小型元器件时,一定要用尖嘴钳或镊子在电路板的元器件面夹住待焊的引脚,以防焊接时因过热而损坏元器件。

图8-99 元器件引脚弯曲
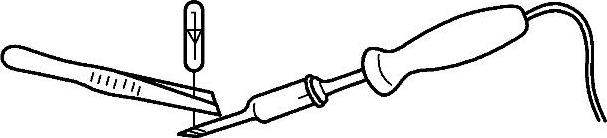
图8-100 用镊子夹住二极管散热
③焊接大功率发热元件时,应先用螺钉将功率管固定在电路板上再进行焊接。
④元器件的焊接过程应尽可能地缩短,一般情况点焊不应超过2s。
⑤在电路板上点焊元器件的引脚时,焊锡要全面地包住引脚。在焊锡未完全固化时,不能移动被焊元器件的引脚,否则会造成元器件虚焊。
4.焊接安全注意事项 电子分立元器件焊接注意事项:
1)选用25W的电烙铁,焊头要挫得稍尖。焊接时,焊头的含锡量要适当,以满足一个焊点的需要为度;
2)焊接时,将含有锡液的焊头先沾一些松香,对准焊点,迅速下焊。当锡液在焊点四周充分熔开后,快速向上提起焊点;
3)不可用烧死(焊头因氧化不吃锡)的烙铁焊头焊接,以免烧坏焊件;
4)不准甩动使用中的电烙铁,以免锡珠溅伤他人。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。