



(一)铜质导线的锡处理
(1)打磨氧化膜:单股可用砂纸直接去除氧化膜;多股可先散开并用钳子叼住端头拉直后再用砂纸除去氧化膜;软导线可先将导线拧紧,拧紧时应戴干净手套或用钳子以免污染线芯,然后再用砂纸除去氧化膜。打磨的长度应与接头或终端的长度相应,一般应稍长一点。
(2)打磨后应立即在打磨处涂上锡焊的焊剂,焊剂应选用中性无腐蚀性的焊剂。
(3)搪锡或镀锡、蘸锡的方法。
1)用电烙铁叼上锡在涂焊剂处来回摩擦即可上锡,上锡后用干净棉丝将污物、油迹擦掉。
2)将锡置于锡锅内并加热熔化,然后将打磨好且涂上焊剂的线芯插入锡锅,稍候即可拔出并用干净棉丝除去污物、油迹,使其放出光泽。
(4)连接好后,稍用砂纸打磨,涂焊剂后再次插入锡锅蘸锡,并除去污物油迹。
(5)作业时应注意锡溅、防烫和防火。
(二)导线的绞接和缠绕连接
(1)单股导线一字形接头的连接方法:
1)将被连接的两导线的绝缘皮削掉,其长度一般为100~150mm,截面小的取100mm,截面大的取150mm。
2)将两导线线芯2/3长度处按顺时针方向绞在一起并用钳子叼住,绞合圈数2~3圈。
3)一手握钳,另手将一线芯按顺时方向紧紧缠绕在另一线芯上,缠绕的方向应与另一线芯垂直,圈数6~10圈,截面小的取6,大的取10,然后把多余部分剪掉,并用钳子将其端头与另一线芯掐住挤紧,不得留有毛刺。
4)用同样方法把另一线芯缠绕好,圈数相同,将接头修整平直,然后用绝缘带将其按后圈压前圈半个带宽正反各包扎一次,包扎的始末应压住原绝缘皮一个带宽,见图6-1。
(2)单股导线T字形接头的连接方法(见图6-2):
1)将总线分支点的绝缘皮削掉50mm长,将支线端部的绝缘皮削掉100~150mm,选取同上。
2)将支线线芯在总线线芯的一端打一个结,并用钳子叼住结处,另手将支线线芯按顺时针方向紧紧缠在总线线芯处,一般为6~10圈(选取同上),然后把多余部分剪掉,把端头用钳子掐紧,修整后不得留有毛刺。
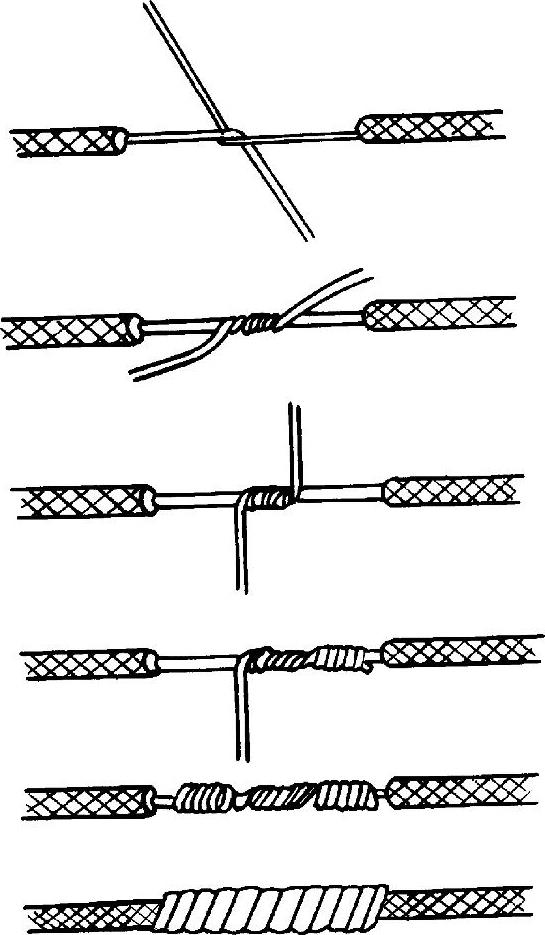
图6-1 单股导线的一字形连接
3)包扎同上。单股导线的十字连接及较大截面的缠绕连接,也可见图6-2。
(3)单股导线倒人字形接头(跪头)的连接方法(见图6-3):
1)将被连接的几根导线的绝缘皮削掉,其中一根为150mm,其他削掉50mm长。
2)将剥削后的几根导线从线芯处对齐,然后用最长的一根线芯将其余几根紧紧缠在一起,圈数6~10圈(选取同上),多余部分剪断掐紧。
3)被缠绕的几根从距最后一圈5mm处剪断,也可翻起几根并与缠绕圈掐紧。
4)包扎同上。
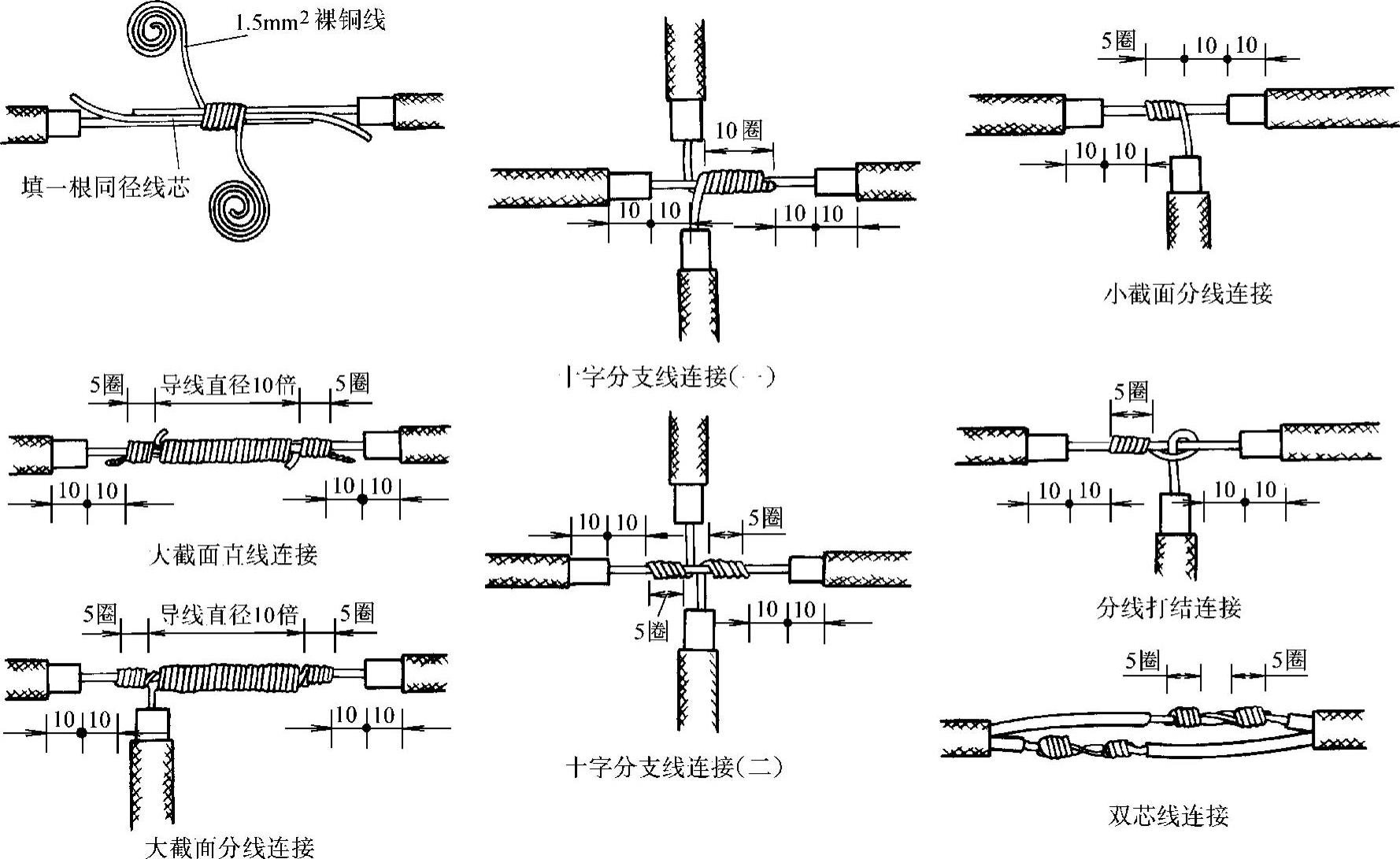
图6-2 单股导线的T字形、十字形连接
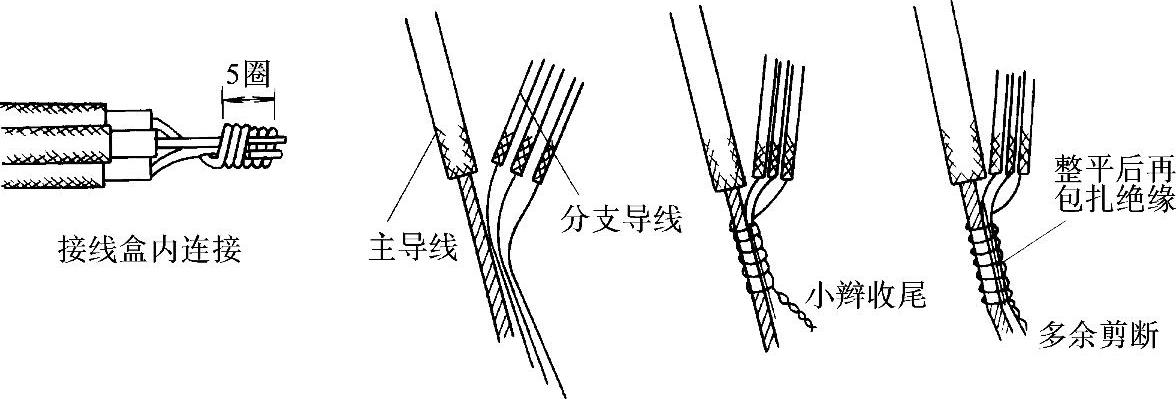
图6-3 单股导线的倒人字形连接
(三)多股导线的缠绕连接
(1)多股导线一字形接头的连接方法:
1)先将绝缘层削掉,然后把两根导线的端头散开成伞状,散开长度按截面定,一般为200~400mm,同时用钳子叼住撑直每股导线。
2)两伞交叉在一起后两边合拢并用钳子敲打,使其紧紧结合在一起且根根理顺。
3)在交叉中点用同质单股裸线紧密缠绕50mm,其头部和尾部分别与两边合拢的线芯紧密结合,并从结合处挑起一根或两根线芯将其压住,然后用这挑起的线芯紧密地缠绕合拢的线芯,缠绕圈与合拢线芯的中心轴线垂直,当这挑起的线芯即将缠完时,将其尾部与合拢线芯紧密结合,并从结合处再挑起一根或两根线芯将其压住,再用这两根线芯去缠绕,重复上述动作以达到连接长度。
4)最后缠绕线芯的尾部约50mm与合拢的线芯同样根数紧紧地绞在一起约30~40mm即小辫收尾,并将多余部分剪掉,然后用钳子将其敲打与导线并在一起。
5)修整接头,将其理直,包扎绝缘。
6)上述叫做自缠法,见图6-4,也可从交叉中心另用同质单股线芯缠绕,最后小辫收尾。
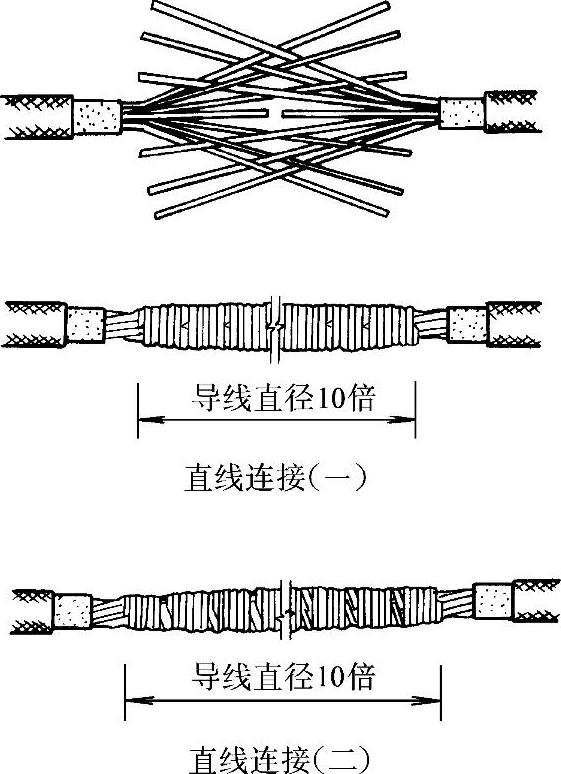
图6-4 多股导线的一字形缠绕连接
注:1.芯线用细砂布清除氧化膜。
2.连接完毕涮锡并包扎绝缘胶布。
(2)多股导线T字形接头的连接方法:
1)先将绝缘层削掉200~400mm并撑直,并将总线分支点的绝缘层也削掉约200~250mm。
2)将导线线芯分成两部分,并从原导线有绝缘处分成T字形,然后将其与分支点挨在一起。
3)从中点开始向两边分别用上述自缠法将其与总线缠绕,小辫收尾,或者用同质单股线芯(线径应大于或等于多股线中每股的线径)绑线缠绕,先把绑线团成圈状,将端头伸直与挨在一起的线芯一端对齐并将其合拢到另一端,从这里拐一直角与合拢线芯垂直后向端头方向紧紧缠绕并将自身也一同缠绕在里面,线圈与之垂直,一直绕到末端,最后与自身的端头小辫收尾,这叫做绑线法(见图6-5)。
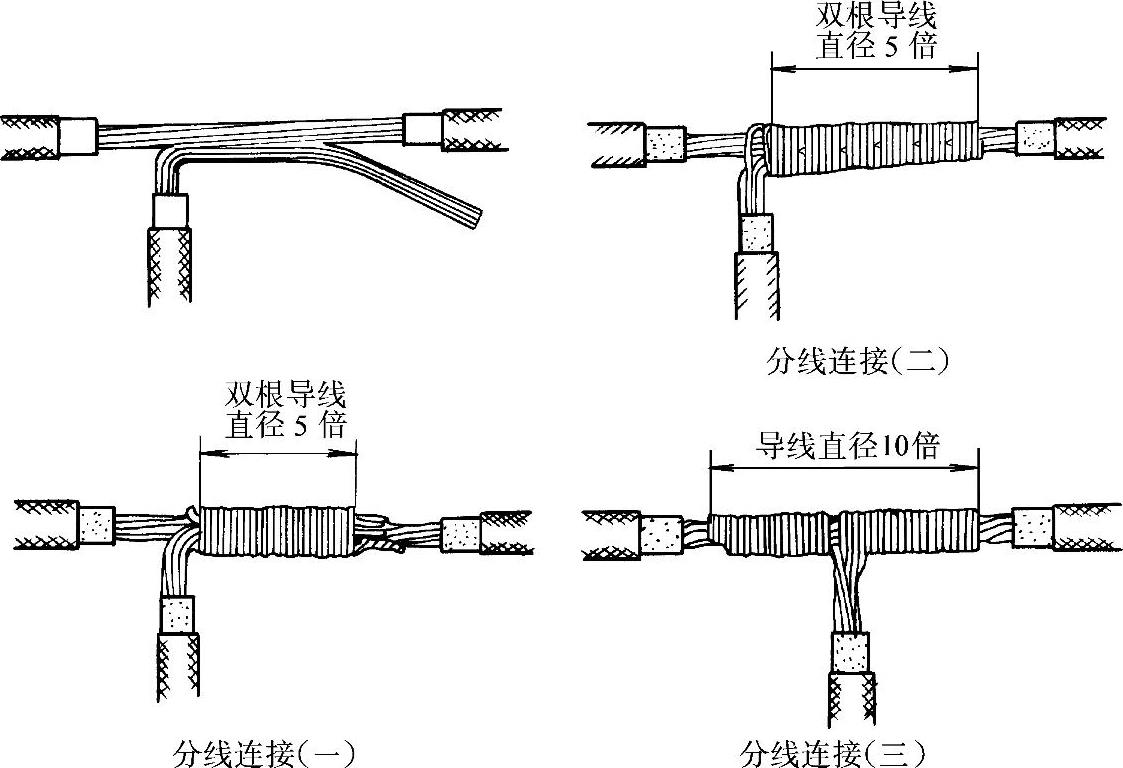
图6-5 多股导线的T字形缠绕连接
4)修整接头,理直后包扎绝缘。
5)多股导线也可象单股线先打一个结,然后用自缠法或绑线法连接。
(3)多股导线倒人字接头的连接方法:
1)导线绝缘层的削剥同前,并将其散开撑直。
2)将撑直后的线芯并在一起理顺不得交叉,然后用一手掐紧。
3)用自缠法将其缠绕,最后小辫收尾,或用绑线法缠绕绑扎,最后小辫收尾。
4)修整并包绝缘,见图6-6。
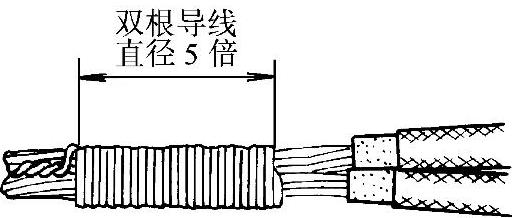
图6-6 多股导线的倒人字形缠绕连接
(四)导线的压板连接(并沟线夹连接)
(1)多股导线的一字形压板的连接方法:
1)选择与导线截面、材质相同的线夹,同时检查其外观有无裂纹砂眼和不妥,检查其螺栓、平垫、弹垫、螺母,并试拧一次。
2)用钢丝刷除去线芯和线夹沟槽内和槽上的氧化物和污垢,用汽油擦干净,然后涂上中性凡士林膏。用ϕ1~ϕ2mm镀锌铁线将线芯端头绑扎10mm,并清除毛刺。
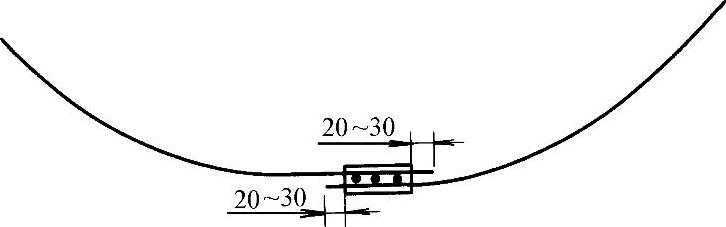
3)将线端正反方向分别放入线夹的沟槽内,上下夹板夹好后用螺栓先稍紧一点,然后调整端头露出夹板的长度,一般为20~30mm,按截面选择。
4)用扳手将螺母拧紧,以弹垫拧平为准,拧紧时几条螺栓应分别逐步拧紧,先拧中间的,后拧两端的,最后再分别拧半圈,见图6-7。
 (www.zuozong.com)
(www.zuozong.com)
图6-7 多股导线的一字形压板连接
(2)多股导线T字形压板的连接方法:
1)选择、检查、除污、擦净、绑扎端头同前。
2)将导线直接置入线夹沟槽或在总线上打一个结后再置入沟槽,露出夹板长度同上。
3)拧紧螺母方法同上,见图6-8。
图6-8 多股导线的T字形压板连接
(3)多股导线倒人字形压板的连接方法:
1)选择、检查、除污、擦净、绑扎同前。
2)将导线同向朝下置入线夹沟槽内,露出夹板长度同前。
3)拧紧螺母同上,见图6-9。
(五)导线的套管压接
(1)多股导线的一字形套管的压接:
1)详见表6-2压钳一栏。
2)压接后的形状见图6-10,有关数据见表6-3。
图6-9 多股导线的倒人字形压板连接
图6-10 多股导线的一字形套管连接
a)LJ-35铝绞线 b)LGJ-35钢芯铝绞线 c)LGJ-240钢芯铝绞线 注:1、2、3…表示压接顺序 A—绑线 B—垫片
(2)多股导线倒人字形套管的压接:
1)详见表6-2压钳一栏,所不同的是线端同向穿入套管。
2)压接的形状基本同图6-10,数据见表6-3。
(六)铜线和铝线的连接
(1)单股铜线和单股铝线连接时,铜线应先镀锡,然后用铝线在铜线上缠绕,一般为6~10圈,最后将铜线与铝线缠绕2圈掐紧。这种方法只能用在电流较小的低压回路里的T字形和倒人字形的接法中。
(2)多股铜线和多股铝线连接时,铜线应先镀锡,然后按其截面大小选择铜铝并沟线夹,按上述方法连接。同样,只能用在T字形和倒人字形的接法中。
(七)铜软线与硬单股导线的连接
铜软线指截面积2.5mm2及以下的软线,硬单股导线指截面积10mm2及以下的单股导线。
(1)将铜软线的绝缘层削掉,削切长度一般按器具的电流选择,可选用50~100mm,然后将其镀锡,如果与铜质硬单股导线连接,也应一同镀锡,其镀锡长度为20~30mm。
(2)将铜软线紧紧地缠绕在硬单股导线上,缠绕前准备一节与铜软线截面相近的铜质硬单股导线且先镀锡,并将其与硬单股导线并在一起被铜软线缠绕,当缠到20~30mm时将铜软线与这节铜质硬单股导线小辫绞紧收尾。
(3)如果是倒人字形接头,还应把硬单股导线的末端翻起并与铜软线缠绕圈掐紧。
此种方法仅适用于T字形或倒人字形且电流小于10A以下的接头。
(八)导线与硬母线的连接
(1)截面积10mm2及以下的单股导线(铜线应先镀锡)可按导线的截面选择机螺钉(平垫、弹垫、螺母、螺杆全镀锌或镀铜),并按螺杆的直径将端头弯成顺时针的小圆圈,同时按螺杆的直径在母线上打孔,然后用选定的螺钉固定。打孔时应避免铝/铜屑落到电气元件或设备上,导线与螺钉的对应关系是:2.5mm2/4mm,4mm2/6mm,6mm2/10mm,10mm2/12mm,分子指导线截面积,分母指螺钉直径。
(2)截面积2.5mm2及以下的多股铜软线镀锡后可按(1)的方法与母线连接。上述若为铜母线,开孔处也应镀锡。
(3)截面积大于10mm2以上的多股导线(铜线应先镀锡)可按截面大小、母线材质选择线鼻子。
(4)导线与硬母线的连接不应使导线受到拉力。
线鼻子有两种型式,一种是开口的,所谓开口是指其和导线连接管部分是一个开口的小筒,多用在截面较小的铜线上。另一种是闭口的,多用于截面较大的铜线或铝线上,见图6-11。按闭口线鼻子的材质分类有三种,一种是铜质的,供铜导线和设备的铜接线柱或铜母线连接的;一种是铝质的,供铝导线和铝母线连接的;再一种是铜铝过渡线鼻子,供铝导线和设备的铜接线柱或铜母线连接的。线鼻子的选择还要考虑连接管、接线端子和压模(指油压钳)的规格应与线芯相符。
1)开口线鼻子的使用方法:将导线的绝缘层剥掉,剥掉长度不大于50mm,先将多股的线芯分开并每每撑直,用砂布将线芯打磨出金属光泽,涂上一层无酸焊锡膏,然后再将线芯并拢,再将其放入锡液中去镀锡,取出后用棉丝擦去锡渣。按接线管的长度剪去多余部分,把镀锡的线端放入开口连接管内,用钳子将开口连接管夹紧或用小锤轻击砸紧,这时要注意应将开口部位互相压住,这样才能紧固。然后将整个端子镀锡处理即可。铝线使用开口线鼻子时不进行镀锡处理。
2)闭口线鼻子的使用方法:剥去导线端部的绝缘,剥去长度为线鼻子连接管深再加上5mm,剥切一定要整齐。用砂布将线鼻子连接管内壁和导线表面的氧化膜除掉,铜线要做镀锡处理,涂上石英粉—凡士林油膏,然后将处理好的线芯插入连接管内,将压接钳或油压钳准备好,并装上符合导线规格的压膜。按图6-11的顺序,将连接管放入钳口,操作压钳。压好后,应停留一会儿,再除去压力,然后再去压第二个坑。压坑的位置应在同一条直线上,压坑深度应以上下模接触为佳,数据见表6-4和表6-5。压好后应用锉刀除去坑边翘起的棱角,并用砂布打磨光洁,然后用汽油棉丝擦净即可。

图6-11 线鼻子及其压接工艺
a)开口式 b)闭口式 c)成型
表6-4 铝导线压接的压坑间距深度尺寸 (单位:mm)
表6-5 铜导线压接工艺尺寸表

3)做好线鼻子后,要进行绝缘处理,一般是在作线鼻子前,在导线上套上一节约100mm的与相色相同色的塑料管,塑料管的直径与导线的外径相同。线鼻子做好后,应将线芯裸露部分用同样宽度的绝缘带紧密缠紧,并略高于导线的外绝缘层。然后将预先套上的塑料管用力推下,直至套入线鼻子的连接管为止,并且同一回路的套入尺寸应相等。推动塑料管时,可在导线上涂一些凡士林,并对塑料管稍加微热,通常用热水带加热,使其膨胀。最后用汽油棉丝将导线和线鼻子擦干净,并将管口外导线卷起暂时固定在穿线管上。
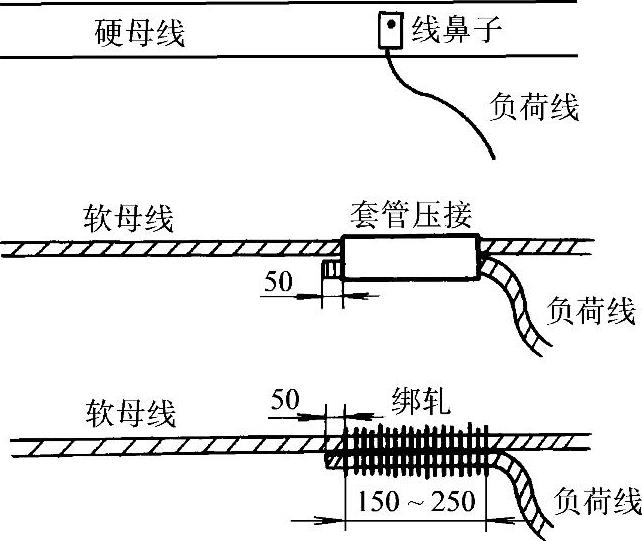
图6-12 负荷线与母线的连接
导线与母线的连接方法见图6-12。
(九)压线帽的使用
对于4mm2及以下的单股导线、2.5mm2及以下的铜软线进行倒人字形接头(跪头)连接时可使用压线帽。铜导线使用压线帽时也应镀锡后进行。使用时先将导线剥去绝缘,长度不超过压线帽的深度,根数与截面按表6-6选择,如连接根数不够则填充同径同质线芯,然后用专用的压线钳挤压线帽即可完成,可不必包扎绝缘,见图6-13。
现将上述导线的连接方法适用范围列于表6-7中,供读者使用时参考。
表6-6 YMT压线帽使用规范
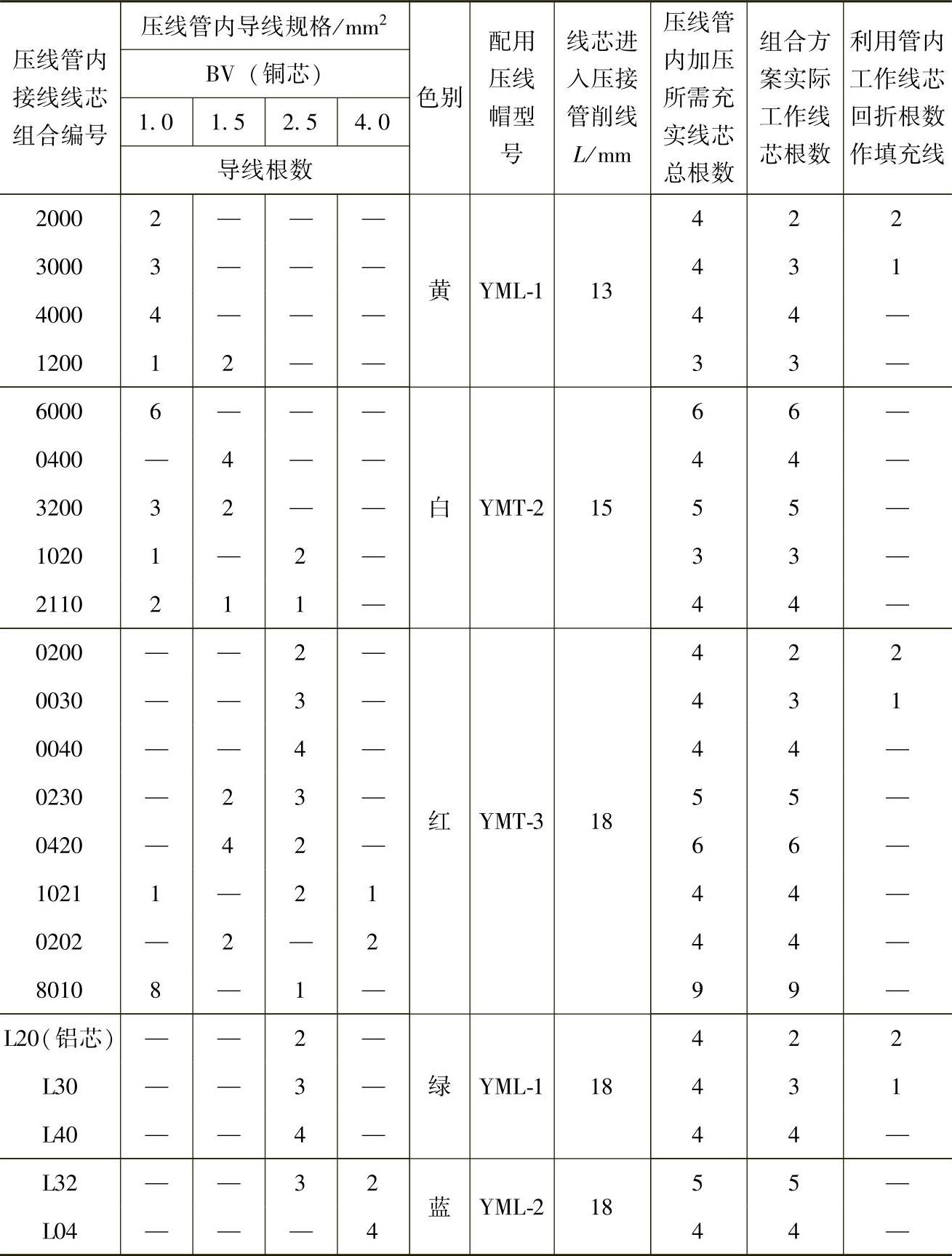
注:本表铝芯线可参考使用。
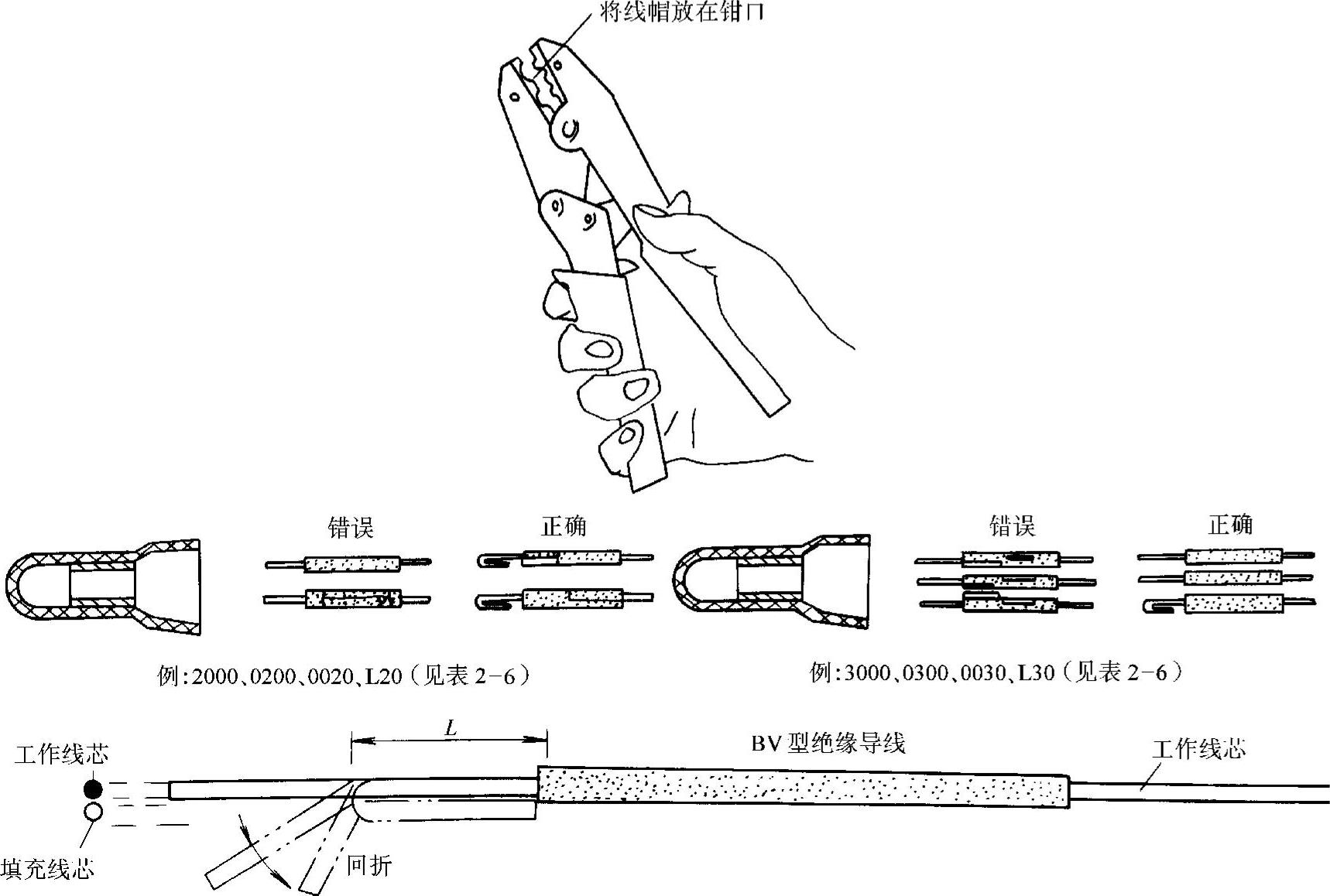
图6-13 压线帽的使用方法
表6-7 各种导线连接方法适用范围及用途一览表
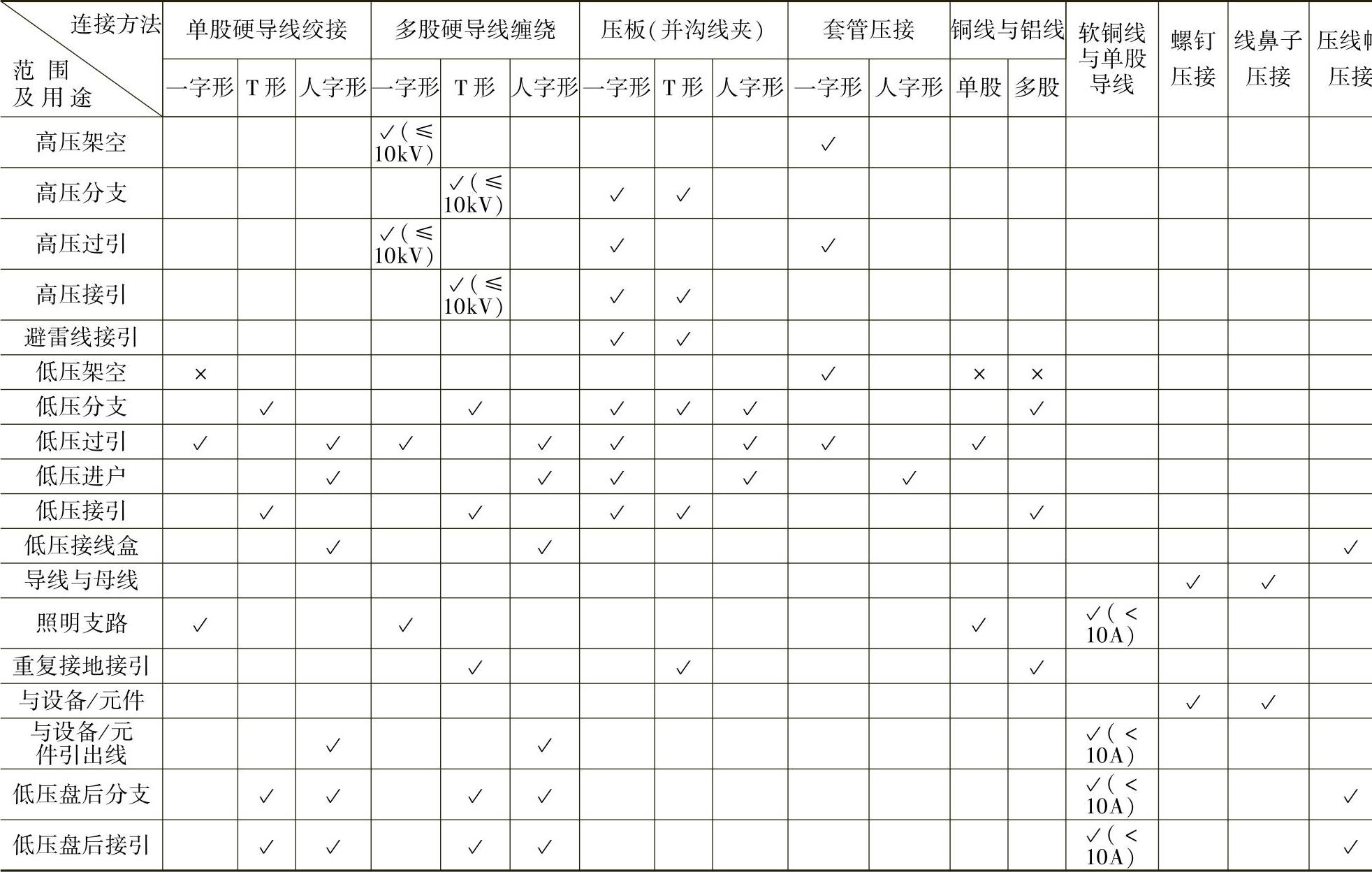
注:适用划“√”,禁止划“×”。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。