



为了得到控制板厚的操作变量选择的指引,从而研究连续轧制稳定状态下的控制变量与操作变量之间的关系。在基本式(5-44)~式(5-48)中,与以5.1.1节第1条的设置计算所说明的内容相同。稳定状态时,对于各机架的出口板速度vi、出口板厚hi而言,体积速度一
定时以下的条件必须成立。
vihi=U (i=1~n) (5-44)
式中,U为单位板宽的材料体积速度;n为机架数。这里,出口板速度vi为
vi=(1+fi)VRi (i=1~n) (5-45)
式中,fi为前滑率,VRi为轧辊圆周速度。
另外,出口板厚h表示为

式中,Si为轧辊开口度;Pi为轧制载荷;Mi为轧辊刚性系数。
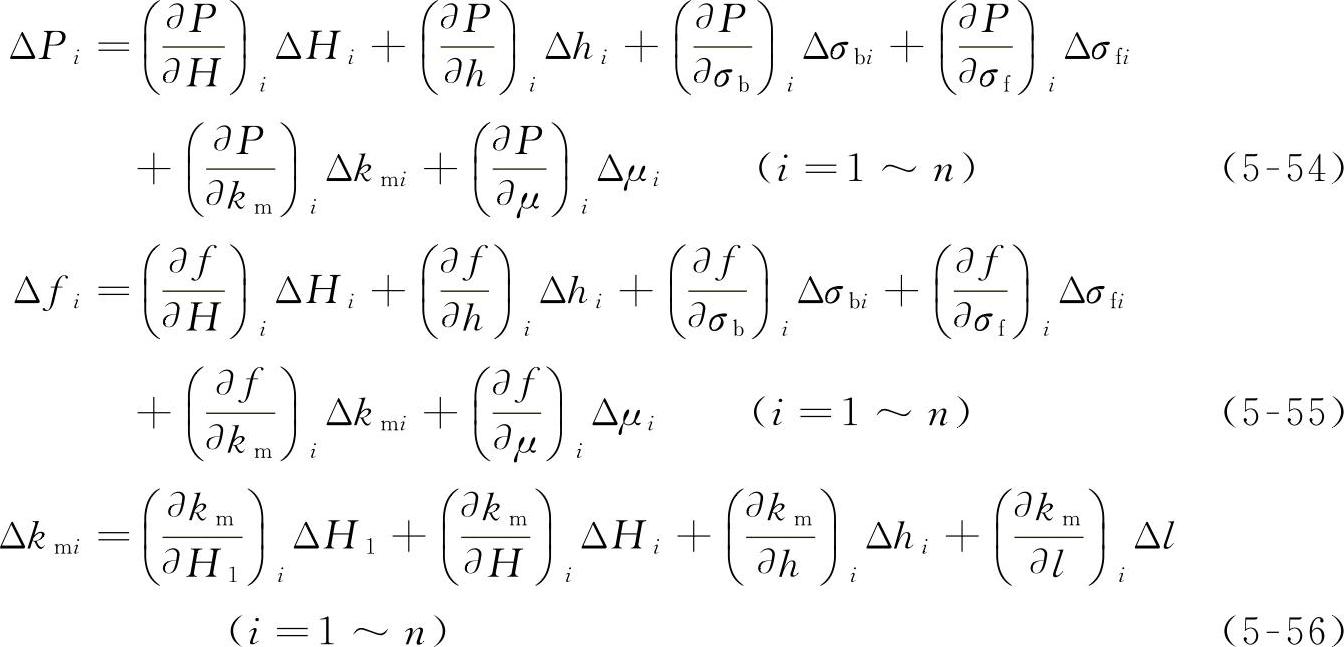
另一方面,轧制载荷Pi、前滑率fi为各机架的入口板厚Hi、出口板厚hi、入口拉力应力σbi、出口拉力应力σfi、平均变形阻力kmi、摩擦系数μi的函数。
Pi=P(Hi,hi,σbi,σfi,b,kmi,μi) (i=1~n) (5-47)
fi=f(Hi,hi,σbi,σfi,kmi,μi) (i=1~n) (5-48)
并且,作为平均变形阻力km的代表公式,式中使用了基础材料H1的全下压率r¯的函数。
现在,若因为一些干扰从而导致出口板速度、出口板厚变化成为其他的稳定状态,则
(vi+Δvi)(hi+Δhi)=U+ΔU (i=1~n) (5-50)
成立。式中,若省略二次方的微小变化量,则改变式(5-44)得

同样,由式(5-45)、式(5-46)得

从式(5-47)~式(5-49)中可得
另一方面,若以稳定状态为前提,在机架间有下列公式成立:
ΔHi+1=Δhi (i=1~n-1) (5-57)(www.zuozong.com)
Δσbi+1=Δσfi (i=1~n-1) (5-58)
以上,从共(8n-2)个的式(5-51)~式(5-58)中,若消去共(6n-2)个的中间变量ΔPi、Δfi、Δkmi、Δvi(每个i=1-n),ΔHi,Δσbi(每个i=1~n-1),则可以得到2n个的约束公式。此时,2n个的控制变量为
出口板厚:Δhi (i=1~n)
机架间拉力应力:Δσfi (i=1~n-1)
单位宽度的材料体积速度:ΔU
虽然能够求出以上参量,能够得到(3n+4)个的操作变量与干扰的独立变量的函数的形式。
轧辊开口度:ΔSi (i=1-n)
轧辊圆周速度:ΔVRi (i=1-n)
摩擦系数:Δμi (i=1-n)
第1机架入口拉力应力:Δσb1
最终机架出口拉力应力:Δσfn
第1机架入口板厚(基础材料板厚):ΔH1
材料的屈服应力的相关系数:Δl
美坂[6]在5机架带钢冷连轧机的基础上计算这个数值,结果如下所示。
1)轧辊开口度的影响对产品板厚在第1机架中较为明显,对其他的机架几乎没有影响。另外,产品板厚及轧辊角速度的影响在第1、5机架中较明显,其他的机架没有多少影响(见图5-13)。
2)轧辊开口度对拉力的影响,随着第1机架的轧辊开口度的增大,全部机架间的拉力减少,随着第2~5机架的轧辊开口度的增大,该机架的入口拉力显著增大,并且出口拉力也稍有增大。及轧辊圆周速度对拉力的影响,随着各机架的轧辊圆周速度的增大,该机架的入口拉力显著增大,并且出口拉力减少。
3)随着基础材料板厚的增大,全部机架间的拉力减少,全部机架间板厚增大。
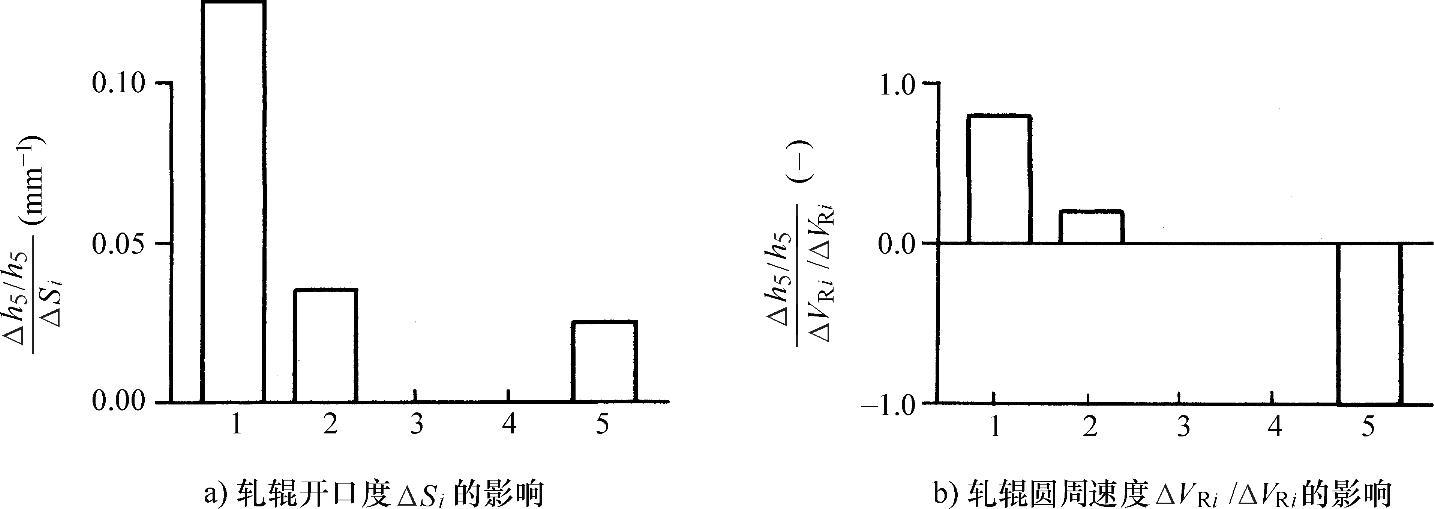
图5-13 冷连轧机的影响系数
结果表明,作为控制产品板厚的操作量,选择影响度最大的第1机架的轧辊开口度及第1机架或者最终机架的轧辊圆周速度是妥当的。
实际上,初始的板厚自动控制(Automatic Gauge Control,AGC)系统是由测量第1机架的出口侧板厚,并操作第1机架的轧辊开口度的压力AGC和测量最终机架出口侧的板厚,并最终机架的轧辊圆周速度的拉力AGC组成,如图5-14中所示那样而成为主流。
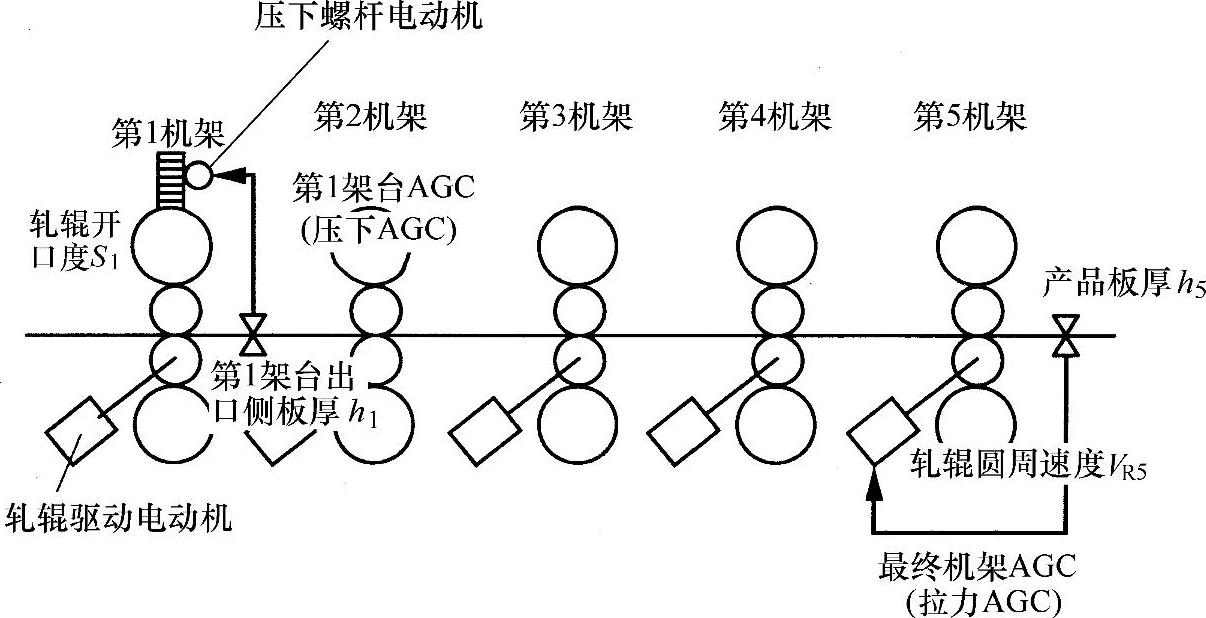
图5-14 传统的冷连轧机AGC
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。