



【摘要】:氯化物镀镍的优点是导电性能好、省电、镀液均镀能力好,镀层结晶细致。氯化物镀镍主要应用于修复磨损零件和电铸。其次也用于微裂纹铬的底层和不锈钢电镀的打底镀层。为了获取微裂纹铬镀层,可在亮镍层上电镀一层高应力镍,在高应力镍层上电镀普通铬。氯化镍镀层产生的应力为张应力,并且会随着氯化镍浓度的提高而使应力升高。图2-34示出了氯化镍浓度对镀层应力的影响。

氯化物镀镍的优点是导电性能好、省电、镀液均镀能力好,镀层结晶细致。缺点是镀层应力大、硬度高、镀液腐蚀性强,为降低镀层应力,可使用高频换向电源。
氯化物镀镍主要应用于修复磨损零件和电铸。其次也用于微裂纹铬的底层和不锈钢电镀的打底镀层。
为了获取微裂纹铬镀层,可在亮镍层上电镀一层高应力镍,在高应力镍层上电镀普通铬。由于镍层的高应力作用会在铬镀层上形成许多均匀的裂纹,裂纹密度一般为250~1500条/cm2。像镍封一样能起到提高耐蚀性的作用。
硫酸镍 250~300g/L
乙酸铵40~60g/L
MCN-13~8mL/L
MCN-21.5~3mL/L
pH值3.6~4.5
温度25~34℃
电流密度4~10A/dm2
空气搅拌(www.zuozong.com)
时间2.5~3min
注:MCN-1和MCN-2为上海日用五金工业研究所研制。氯化镍镀层产生的应力为张应力,并且会随着氯化镍浓度的提高而使应力升高。图2-34示出了氯化镍浓度对镀层应力的影响。
由于不锈钢表面含有铬和氧化膜,影响镀层与基体的结合力,在酸性活化(浸渍)后,于高氧镍(伍德镍)内电镀一层薄膜,然后在此薄膜上再电镀镀层,可获得合格的结合力,这种打底用的镀镍工艺规范如下:
硫酸镍 200~250g/L
盐酸150~300mL/L
温度10~30℃
电流密度5~8A/dm2
电镀时间4~6min
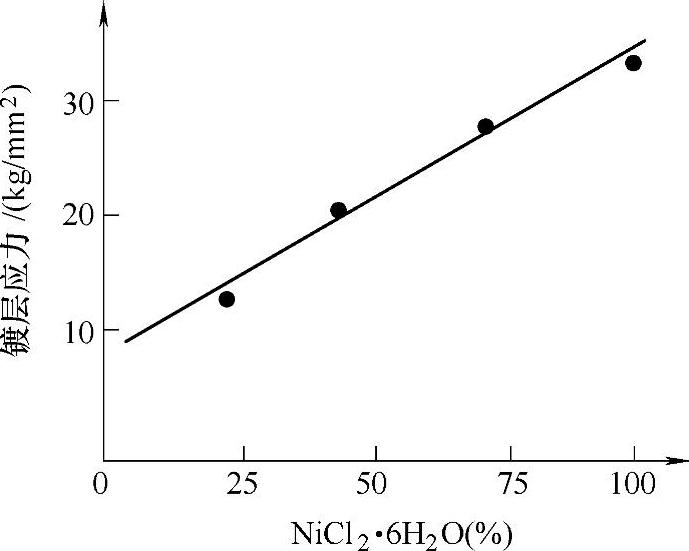
图2-34 氯化镍浓度对镀层应力的影响
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。