




1.基本要求
(1)一般规定 从事长输(油气)管道工程焊接作业的焊工(包括焊机操作工)均应按TSG Z6002—2010《特种设备焊接操作人员考核细则》进行考试,考试合格者获得《特种设备作业人员证》。并且只能从事与焊工资格证有效合格项目相适应的焊接工作。
长输(油气)管道焊工资格证考试应由国家质量监督检验检疫总局公布的有相应考试资格的焊工考试机构来组织,考试过程中,省级质监部门或者授权设区的市的质量技术监督部门(以下简称市级质监部门),对焊工考试进行监督,并负责焊工考试的审批、发证和复审。
焊工考试包括基本知识考试和焊接操作技能考试两部分。考试内容应当与焊工所申请的项目范围相适应。基本知识考试采用计算机答题方法,满分为100分,不低于60分为合格。焊接操作技能考试采用施焊试件并且进行检验评定的方法,各试件按照《特种设备焊接操作人员考核细则》规定的检验内容逐项进行,每个试件的各项检验要求均合格时,该考试项目为合格。
《特种设备焊接操作人员考核细则》还规定:
1)持证手工焊焊工或者焊机操作工某焊接方法中断特种设备焊接作业6个月以上,该手工焊焊工或者焊机操作工若再使用该焊接方法进行特种设备焊接作业前,应当复审抽考。
2)年龄超过55岁的焊工,需要继续从事特种设备焊接作业,根据情况由发证机关决定是否需要进行考试。
3)有下列情况之一的,原发证机关可吊销或者撤销其《特种设备作业人员证》:
①以考试作弊或者以其他欺骗方式取得《特种设备作业人员证》的;
②违章操作造成特种设备事故的;
③考试机构或者发证机关工作人员滥用职权,玩忽职守,违反法定程序或者超越范围考试发证的。
特别的,以考试作弊或者以其他欺骗方式取得《特种设备作业人员证》的焊工,吊销证书后3年内不得重新提出焊工考试申请。
(2)基本知识考试要求 焊接基本知识考试的主要内容包括:
1)特种设备的分类、特点和焊接要求。
2)金属材料的分类、牌号、化学成分、使用性能、焊接特点和焊后热处理。
3)焊接材料(包括焊条、焊丝、焊剂和气体等)类型、型号、牌号、性能、使用和保管。
4)焊接设备、工具和测量仪表的种类、名称、使用和维护。
5)常用焊接方法的特点、焊接参数、焊接顺序、操作方法与焊接质量的影响因素。
6)焊缝形式、接头形式、坡口形式、焊缝符号与图样识别。
7)焊接缺陷的产生原因、危害、预防方法和返修。
8)焊缝外观检查方法和要求,无损检测方法的特点、适用范围。
9)焊接应力和变形的产生原因和防止方法。
10)焊接质量控制系统、规章制度、工艺纪律基本要求。
11)焊接作业指导书、焊接工艺评定。
12)焊接安全和规定。
13)特种设备法律、法规和标准。
14)法规、安全技术规范有关焊接作业人员考核和管理规定。
在具体的焊工考试时,是针对焊工所从事的焊接方法、焊接结构、焊接钢材、所用焊接材料等。要有针对性地培训,考与所要从事的焊接内容有直接联系的基础知识。
有下列情况之一的,应当进行相应基本知识考试:
1)首次申请考试。
2)改变焊接方法。
3)改变或者增加母材种类(如钢、铝、钛等)。
4)被吊销《特种设备作业人员证》的焊工重新申请考试的。
(3)操作技能考试的要求 焊接基础理论知识考试合格者,方能参加操作技能考试。
操作技能考试的项目很多,一个人考试合格的项目再多,也不可能满足所有构件的焊接。另外,焊工合格项目的有效期为4年,4年后要重新考试或办理免试。所以焊工的考试项目不是越多越好,够用就行。
焊工在进行考试项目和试件厚度等方面的选择时,应该考虑用较少的考试项目,覆盖较广的焊件。
技能考试过程中,应有相应的焊接工艺评定和焊接工艺规程;试件应有质量证明书,并符合标准要求;焊接材料应符合标准要求,并按要求验收、保管、烘烤、发放和回收;焊接设备运转正常,各种计量仪表准确并在检定期内;安全设施齐全并符合要求。
此外,考试过程中,质量技术监督部门现场代表应对以下内容进行监督:①试件是否与考试项目相符;②焊接材料是否与考试项目相符并按要求进行了烘烤;③焊接参数是否在工艺规程范围内;④焊接设备的操作是否规范;⑤试件位置是否正确;⑥安全方面是否符合要求。
试件完成后,应进行外观检查、无损检测、弯曲试验、金相检验。所有要求的检验项目均合格的试件,则此试件为合格;任一检验项目不合格,则该试件不合格。
2.焊接操作技能考试要素的分类、代号
这里仅针对长输管道工程焊工操作技能考试进行相关内容摘述。
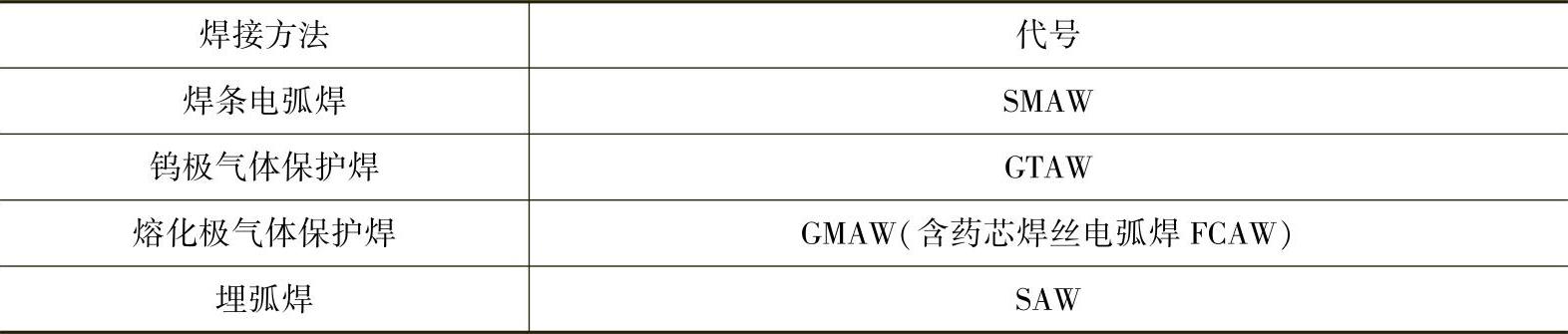
(1)焊接方法分类、代号 焊接方法与代号见表B⁃1,每种焊接方法都可以表现为手工焊、机动焊、自动焊等操作方式。
表B⁃1 焊接方法及其代号
(2)金属材料类别及代号 金属材料类别及代号见表B⁃2。
表B⁃2 金属材料类别与示例

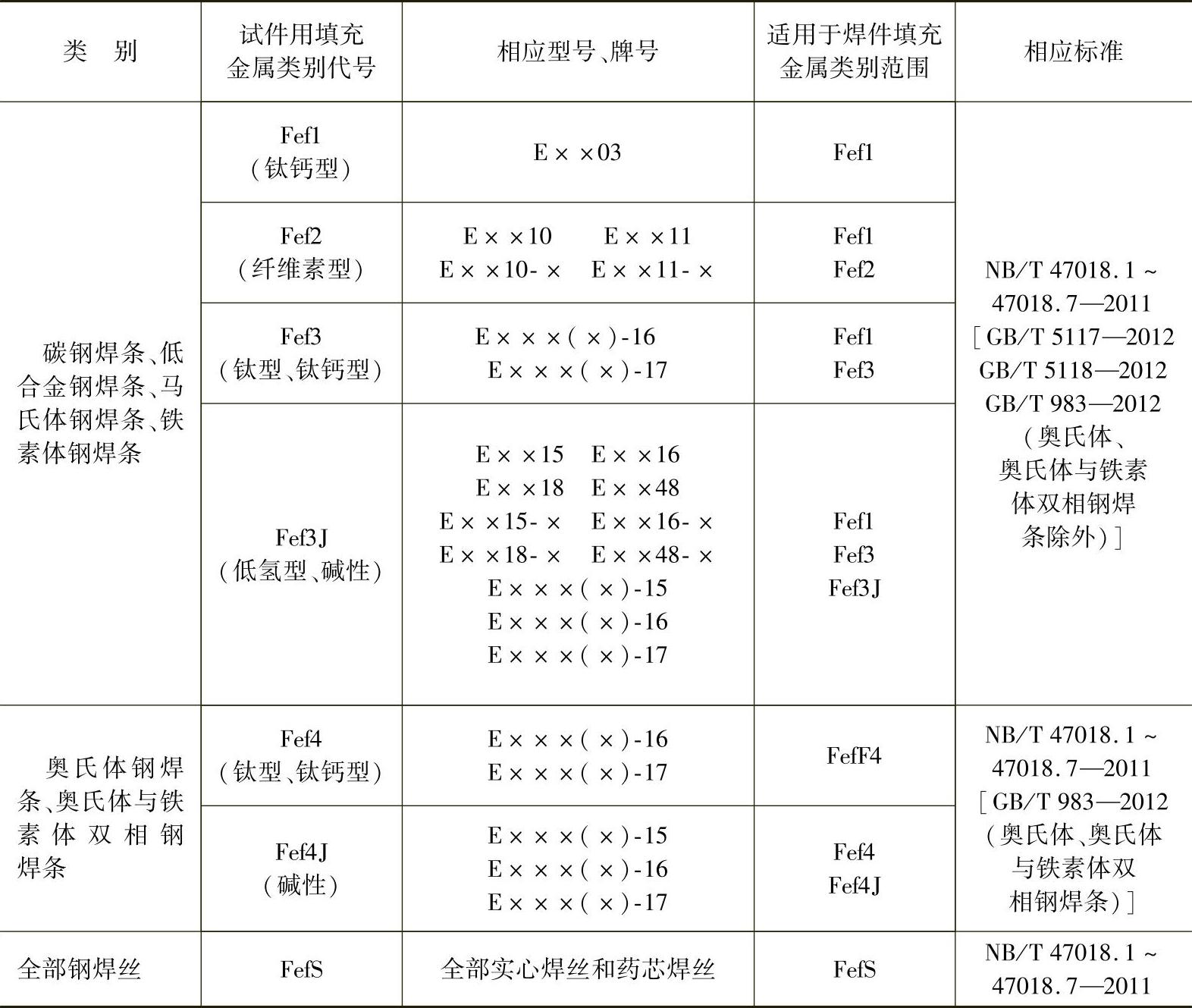
(3)填充金属类别及代号 填充金属类别、示例与适用范围见表B⁃3。
表B⁃3 填充金属类别、示例与适用范围
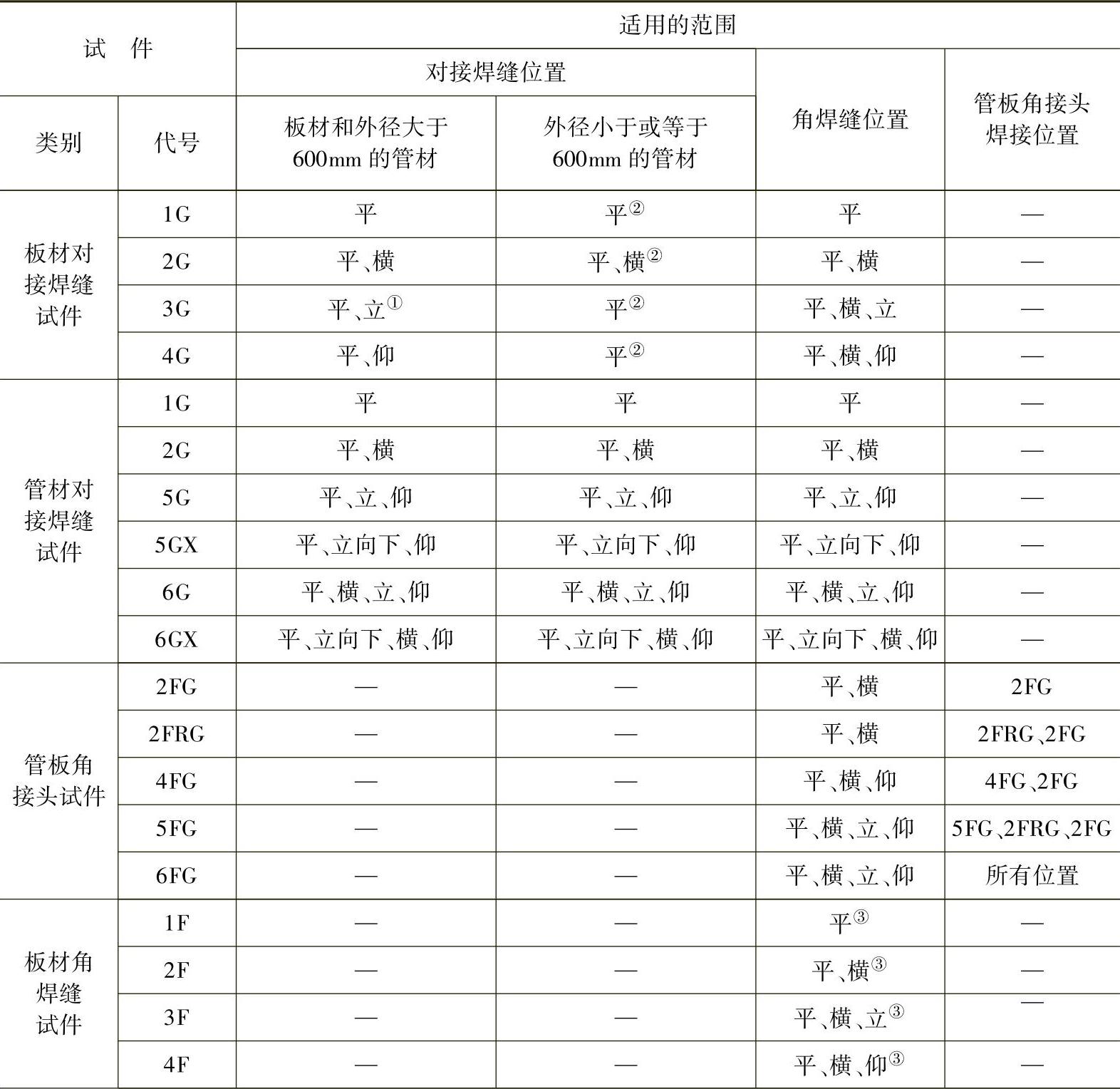
(4)试件位置及代号 焊缝位置基本上由试件位置决定。试件类别、位置与其代号见第一章表1⁃4,相应的示意图见第一章图1⁃59~图1⁃63。
(5)衬垫 板材对接焊缝试件、管材对接焊缝试件和管板角接头试件,分为带衬垫和不带衬垫两种。试件的双面焊、角焊缝,不要求焊透的对接焊缝和管板角接头,均视为带衬垫。
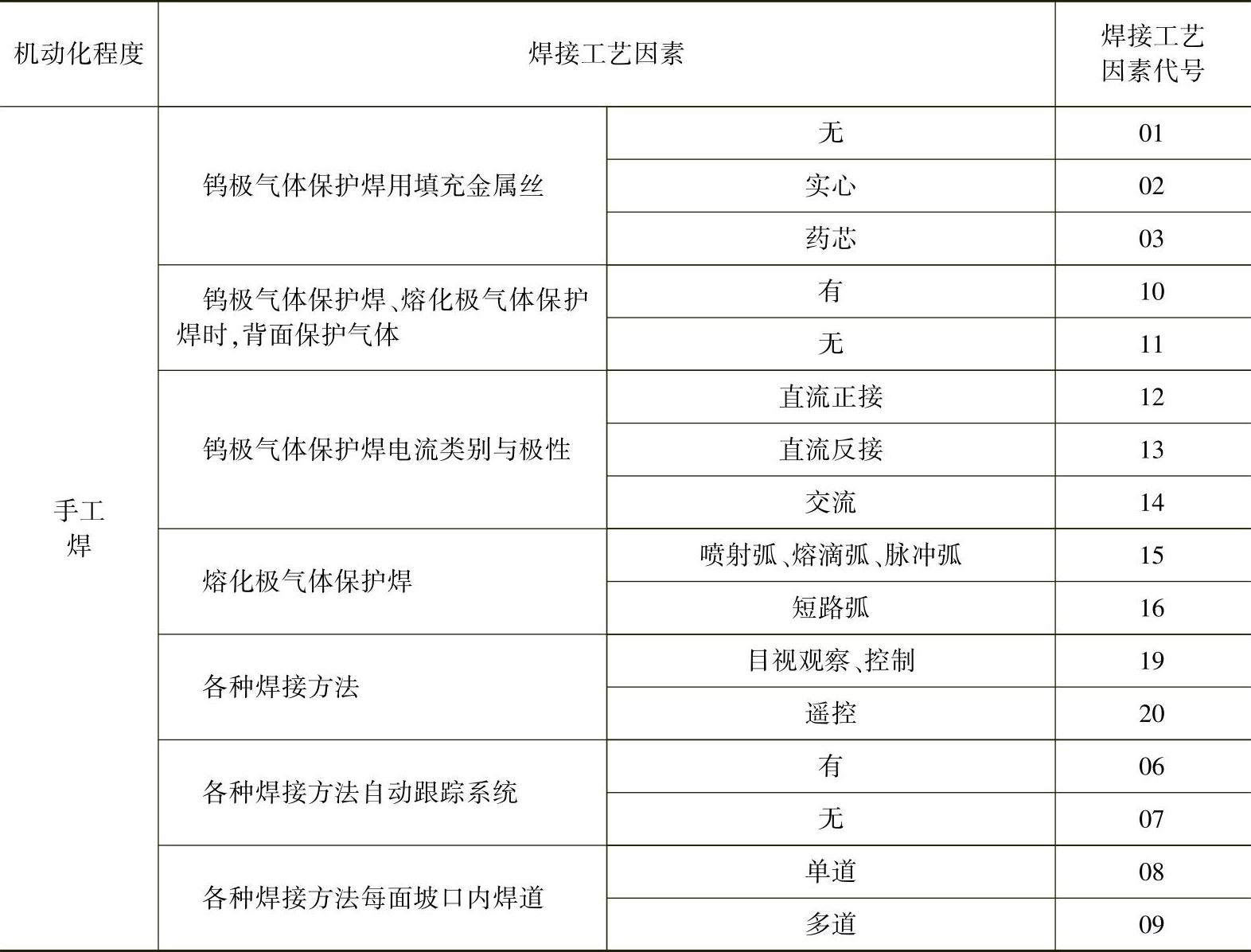
(6)焊接工艺因素及代号 焊接工艺因素与代号见表B⁃4。
3.焊工操作技能考试项目代号示例说明
焊工操作技能考试项目代号,应当按照每个焊工、每种焊接方法分别表示。
(1)焊工操作技能考试项目表示方法
1)手工焊焊工操作技能考试项目表示为①⁃②⁃③⁃④⁃⑤⁃⑥⁃⑦,如果操作技能考试项目中不出现其中某项时,则不包括该项。项目具体含义如下:
①—焊接方法代号,见表B⁃1;
②—金属材料类别代号,见表B⁃2。试件为异类别金属材料用“×/×”表示;
表B⁃4 焊接工艺因素及代号
③—试件位置代号,见第一章表1⁃4,带衬垫加代号“K”;
④—焊缝金属厚度(对于板材角焊缝试件,焊缝金属厚度为试件母材厚度T);
⑤—外径;
⑥—填充金属类别代号,见表B⁃3;
⑦—焊接工艺因素代号,见表B⁃4;
2)焊机操作工操作技能考试项目表示方法为①⁃②⁃③,项目具体含义如下:
①—焊接方法代号,见表B⁃1;(www.zuozong.com)
②—试件位置代号,见第一章表1⁃4,带衬垫加代号“K”;
③—焊接工艺因素代号,见表B⁃4。
(2)项目代号应用举例
1)厚度为14mm的Q345R钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透。项目代号为SMAW⁃FeⅡ⁃1G(K)⁃14⁃Fef3J。
2)壁厚为8mm、外径为60mm的20钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,背面没有保护气体,填充金属为实心焊丝,采用直流电源,正接施焊,焊缝金属厚度为3mm,然后采用J427焊条手工焊填满坡口。项目代号为GTAW⁃FeⅠ⁃5G⁃3/60⁃FefS⁃02/11/13和SMAW⁃FeⅠ⁃5G(K)⁃5/60⁃Fef3J。
3)板厚为10mm的Q345R钢板对接焊缝立焊试件无衬垫,采用半自动CO2气体保护焊,填充金属为药芯焊丝,背面无气体保护,采用喷射弧施焊,试件全焊透。项目代号为FCAW⁃FeⅡ⁃3G⁃10⁃FefS⁃11/15。
4)管材对接焊缝无衬垫水平固定试件,壁厚为11mm,外径为508mm,钢号为X60,采用KOBE LB⁃52U(E7016)ϕ3.2mm焊条向上根焊+伯乐FOX DVD 85(E8018⁃G)ϕ4.0mm焊条向下填充盖面焊,其中根焊层厚度为3mm,项目代号为SMAW⁃FeⅡ⁃5G⁃3/508⁃Fef3J和SMAW⁃FeⅡ⁃5GX(K)⁃8/508⁃Fef3J。
5)X60钢管外径为711mm,壁厚为12mm,水平固定位置,使用E××10焊条手工向下焊打底,背面没有衬垫,焊缝金属厚度为3mm,然后采用自保护药芯焊丝半自动焊完成向下填充盖面。项目代号为SMAW⁃FeⅡ⁃5GX⁃3/711⁃Fef2和FCAW⁃FeⅡ⁃5GX(K)⁃9/711⁃FefS⁃15。
6)管材对接焊缝无衬垫水平固定试件,壁厚为17.5mm,外径为1016mm,钢号为X70,采用多焊枪熔化极气体保护焊进行背面根焊(如管道用8焊枪内焊机),使用实心焊丝,短路熔滴过渡,实施遥控,填充盖面焊采用无自动跟踪的双焊枪熔化极气体保护焊完成,采用脉冲弧进行多道焊,试件全焊透,项目代号为GMAW⁃5GX(K)⁃07/08/11/16/20和GMAW⁃5GX(K)⁃07/09/15/20。
7)管材对接焊缝无衬垫水平固定试件,壁厚为21mm,外径为1219mm,钢号为X80,采用单焊枪熔化极气体保护焊进行正面根焊(如管道用GMAW⁃PWT自动外根焊机),背面无垫板,使用实心焊丝,采用脉冲弧电源,实施遥控,填充盖面焊采用无自动跟踪的双焊枪熔化极气体保护焊完成,采用脉冲弧进行多道焊,试件全焊透,项目代号为GMAW⁃5GX⁃07/08/11/15/20和GMAW⁃5GX(K)⁃07/09/15/20。
4.焊接操作资格重新考试相关规定
这里仅结合长输管道工程的焊接操作,摘述焊接操作资格重新考试的相关规定。
(1)焊接方法 变更焊接方法,焊工需要重新进行焊接操作技能考试。
在同一种焊接方法中,当发生下列情况时,焊工也需重新进行焊接操作技能考试:
1)手工焊焊工变更为焊机操作工,或者焊机操作工变更为手工焊焊工。
2)自动焊焊工变更为机动焊焊工。
(2)金属材料的类别 焊工采用某类别任一钢号,经过焊接操作考试合格后,当发生下列情况时,不需重新进行焊接操作技能考试:
1)手工焊焊工焊接该类别其他钢号。
2)手工焊焊工焊接该类别钢号与类别号较低的钢号所组成的异种钢号焊接接头。
3)除FeⅣ类外,手工焊焊工焊接类别号较低的钢号。
4)焊机操作工焊接各类别中的钢号。
(3)填充金属的类别
1)手工焊焊工采用某类别填充金属材料,经焊接操作技能考试合格后,适用于焊接相应种类的填充金属材料类别范围,按照表B⁃3的规定。
2)焊机操作工采用某类别填充金属材料,经焊接操作技能考试合格后,适用于焊接相应种类的各类别填充金属材料。
(4)焊剂、保护气体、钨极 焊接操作技能考试合格的焊工,当变更焊剂型号、保护气体种类、钨极种类时,不需要重新进行焊接操作技能考试。
(5)试件位置
1)手工焊焊工或者焊机操作工,采用对接焊缝试件、角焊缝试件和管板角接头试件,经过焊接操作技能考试合格后,适用的工件和焊接位置见表B⁃5。
表B⁃5 试件适用的工件和焊接位置
(续)
①表中“立”表示向上立焊;向下立焊表示为“立向下”。
②板材对接焊缝试件考试合格后,适用于管材对接焊缝时,管外径应大于或等于76mm。
③板材角焊缝试件考试合格后,适用于管材角焊缝时,管外径应大于或等于76mm。
2)手工焊焊工向下立焊试件考试合格后,不能免考向上立焊,反之也不可。
(6)衬垫 手工焊焊工或者焊机操作工采用不带衬垫对接焊缝试件或者管板角接头试件,经焊接操作技能考试合格后,分别适用于带衬垫对接焊缝工件或者管板角接头工件,反之不适用。
(7)焊缝金属厚度
1)手工焊焊工采用对接焊缝试件,经焊接操作技能考试合格后,适用的焊缝金属厚度范围见表B⁃6,当某焊工用一种焊接方法考试且试件截面全焊透时,t与试件母材厚度T相等。
表B⁃6 手工焊对接焊缝试件适用的对接焊缝金属厚度范围(单位:mm)

注:t为每名焊工、每种焊接方法在试件上的对接焊缝金属厚度(余高不计)。
2)手工焊焊工采用半自动熔化极气体保护焊(含药芯焊丝电弧焊FCAW)短路过渡焊接的试件,焊缝金属厚度t<12mm,经焊接操作技能考试合格后,适用的焊缝金属厚度为小于或者等于1.1t;若当试件焊缝金属厚度t≥12mm,且焊缝不少于3层时,经焊接操作技能考试合格后,适用的焊缝金属厚度不限。
3)焊机操作工采用对接焊缝试件或管板角接头试件考试时,管子壁厚T与试件板材厚度S0由考试机构自定,经焊接操作技能考试合格后,适用的焊缝金属厚度不限。
(8)管材外径
1)对接焊缝:
①手工焊焊工采用管材对接焊缝试件,经焊接操作技能考试合格后,适用的管材对接焊缝工件外径范围见表B⁃7,适用的焊缝金属厚度范围见表B⁃6。
表B⁃7 手工焊管材对接焊缝试件适用的对接焊缝工件外径范围 (单位:mm)

①管材向下焊试件。
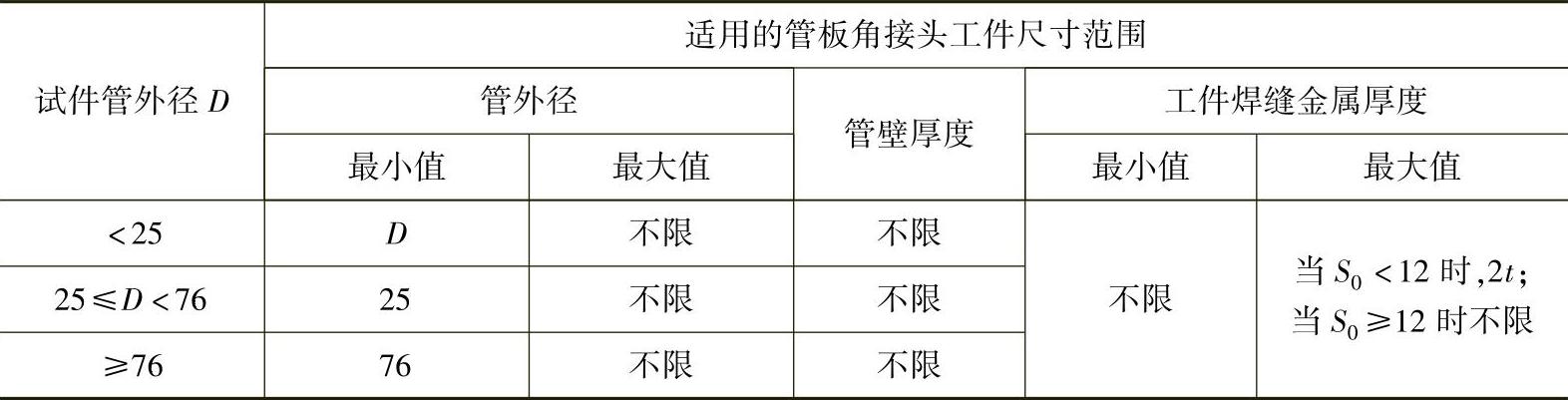
②手工焊焊工采用管板角接头试件,经焊接操作技能考试合格后,适用的管板角接头工件尺寸范围见表B⁃8;当某焊工用一种焊接方法考试且试件截面全焊透时,t与试件板材厚度S0相等;当S0≥12时,t应不小于12mm,且焊缝不得少于3层。
表B⁃8 手工焊管板角接头试件适用的管板角接头工件尺寸范围 (单位:mm)
③焊机操作工采用管材对接焊缝试件或者管板角接头试件考试时,管外径由考试机构自定,经焊接操作技能考试合格后,适用于管材对接焊缝工件外径或者管板角接头工件管外径不限。
2)角焊缝:
①手工焊焊工或者焊机操作工采用对接焊缝试件或者管板角接头试件,经焊接操作技能考试合格后,除其他条款规定需要重新考试外,适用于角焊缝工件,且母材厚度和管径不限。
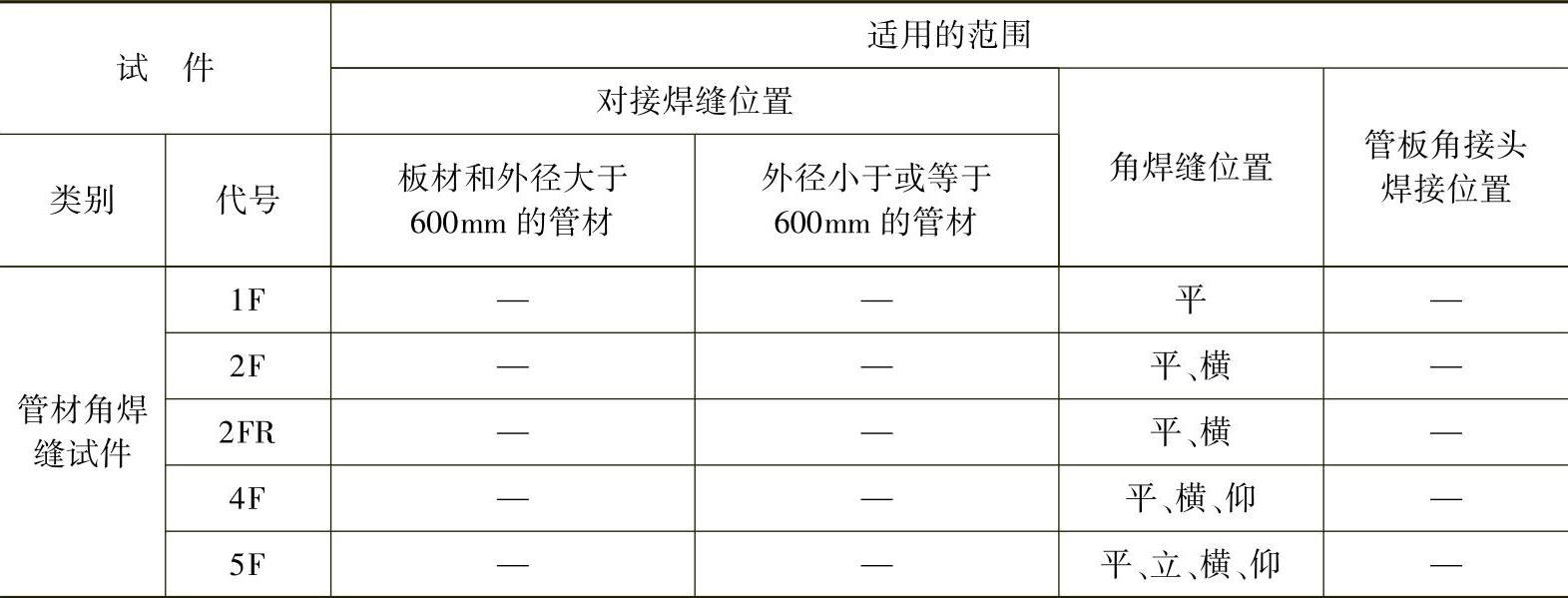
②手工焊焊工或者焊机操作工采用管材角焊缝试件,经焊接操作技能考试合格后,除其他条款规定需要重新考试外,手工焊适用的管材角焊缝工件尺寸范围见表B⁃9,焊机操作工不限。
③手工焊焊工或者焊机操作工采用板材角焊缝试件,经焊接操作技能考试合格后,除其他条款规定需要重新考试外,手工焊适用的角焊缝工件范围见表B⁃10,焊机操作工不限。
表B⁃9 手工焊管材角焊缝试件适用的管材角焊缝工件外径范围 (单位:mm)

表B⁃10 手工焊板材角焊缝试件适用的角焊缝工件范围(单位:mm)

(9)焊接工艺因素 当表B⁃4中焊接工艺因素代号01、02、03、04、06、08、10、12、13、14、15、16、19、20、21、22中某一代号因素变更时,焊工需重新进行焊接操作技能考试。
5.焊接操作技能考试方法及结果评定
焊接操作技能考试方法及考试结果评定见TSG Z6002—2010《特种设备焊接操作人员考试细则》中A4和A5条相关条款规定,这里不再叙述。
6.焊工资格考试档案要求
焊工资格考试档案应由焊工考试机构单独建档,保存至少4年。档案要求见TSG Z6002—2010《特种设备焊接操作人员考试细则》中第三章规定,这里不再叙述。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。